
Įī┘ŪąŽ„╝ė╣ż┬▌╝y╩ŪųŲįņśIųąĄ─ę╗ĒŚĻPµI╝╝ągŻ¼║Ł╔w┴╦▄掄ĪóŃŖŽ„Īó╣źĮzĄ╚ČÓĘNĘĮĘ©ĪŻ▒Š╬─īóŠ█Į╣ė┌╔·«aųąūŅ×ķ│ŻęŖĄ─┬▌╝y▄掄╝╝ągŻ¼×ķ─·įö╝ÜĮŌ╬÷Ųõ║╦ą─ų¬ūRĪŻ╩ūŽ╚Ż¼╬ęéāīó╠Įėæ┬▌╝y╝ė╣żĄ─╗∙ĄAĖ┼─Ņ┼cągšZĪŻ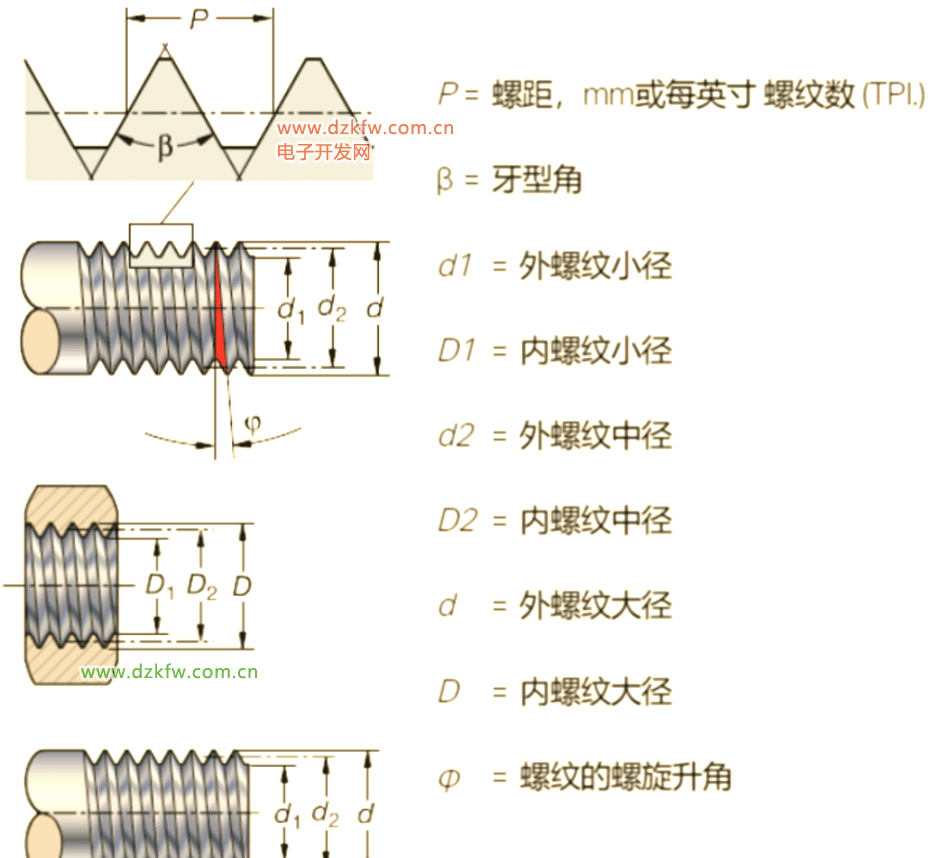
č└Ąū
č└é╚
č└Ēö
┬▌ą²╔²ĮŪŻ║
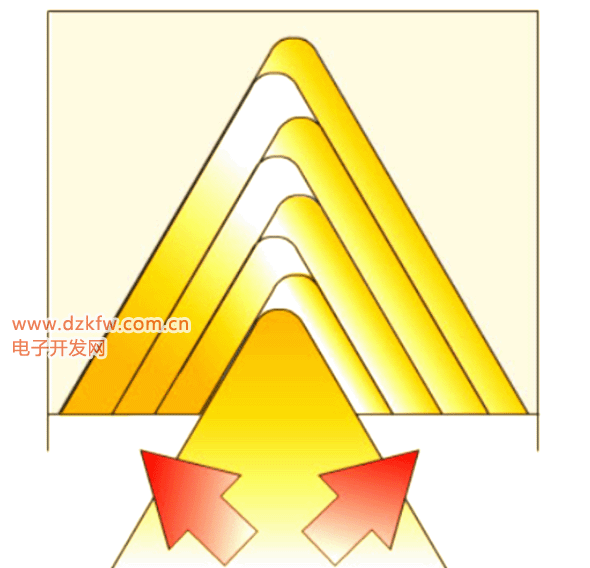
- ┬▌ą²╔²ĮŪĄ─┤¾ąĪ╩▄ĄĮ┬▌╝yų▒ÅĮ║═┬▌ŠÓĄ─╣▓═¼ė░ĒæĪŻ
- ĄČŲ¼Ą─č└é╚║¾ĮŪ┐╔ęį═©▀^š{š¹ĄČē|üĒ▀MąąĖ─ūāĪŻ
- ╚ąāAĮŪŻ¼═©│Ż▒Ē╩Š×ķ”├Ż¼Ųõ│ŻęŖųĄ×ķ1ĪŃŻ¼ī”æ¬ė┌ĄČ▒·ųąĄ─ś╦£╩ĄČē|įOų├ĪŻ
Ūą╚ļ║═Ūą│÷┬▌╝yĢrĄ─ŪąŽ„┴”Ż║ - į┌┬▌╝y╝ė╣ż▀^│╠ųąŻ¼ŪąŽ„ĄČŠ▀Ūą╚ļ║═Ūą│÷╣ż╝■ĢrĢ■«a╔·ūŅĖ▀Ą─▌SŽ“ŪąŽ„┴”ĪŻ
- ╚¶ŪąŽ„ģóöĄįOų├▀^Ė▀Ż¼┐╔─▄ī¦ų┬ŖAŠo▓╗ĘĆČ©Ą─ĄČŲ¼«a╔·«É│Ż▀\äėĪŻ
āAą▒ĄČŲ¼ęį½@╚Ī▀m«öĄ─ķgŽČŻ║
į┌ĄČ▒·Ą─ĄČŲ¼Ž┬ĘĮŻ¼═©▀^╩╣ė├ĄČē|Ż¼┐╔ęį▌p╦╔ĄžįOų├╚ąāAĮŪĪŻ×ķ┴╦▀xō±║Ž▀mĄ─ĄČē|Ż¼┐╔ęįģó┐╝ĄČŠ▀śė▒ŠųąĄ─įö╝ÜłD▒ĒĪŻšłūóęŌŻ¼╦∙ėąĄČ▒·Č╝ś╦┼õ┴╦ĮŪČ╚įOų├×ķ1ĪŃĄ─ś╦£╩ĄČē|ĪŻ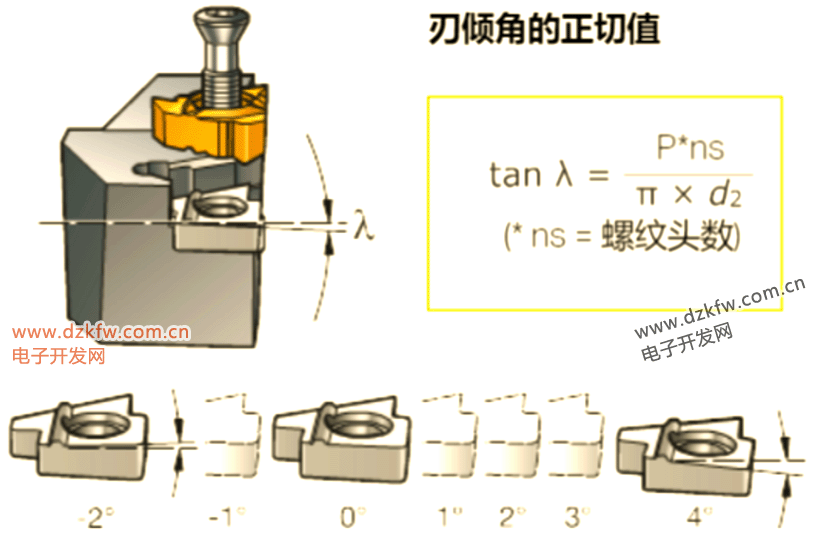
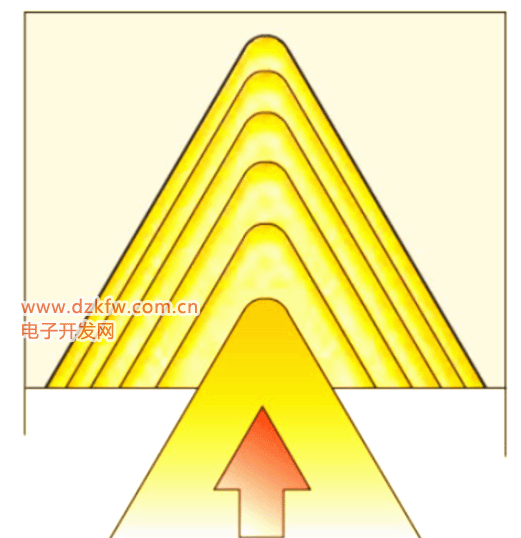
Ė∙ō■╚ąāAĮŪĄ─ąĶŪ¾üĒ╠¶▀x║Ž▀mĄ─ĄČē|ĪŻ╣ż╝■ų▒ÅĮ║═┬▌ŠÓ╩ŪøQČ©╚ąāAĮŪĄ─ĻPµIę“╦žĪŻ═©▀^ė^▓ņŽ┬łDŻ¼╬ęéā┐╔ęį░l¼FŻ¼«ö╣ż╝■ų▒ÅĮįOČ©×ķ40mmŪę┬▌ŠÓ×ķ6mmĢrŻ¼╦∙ąĶĄ─ĄČē|▒žĒÜŠ▀éõ3ĪŃĄ─╚ąāAĮŪŻ¼▀@ęŌ╬Čų°ś╦£╩ĄČē|¤oĘ©ØMūŃ▀@ę╗ąĶŪ¾ĪŻ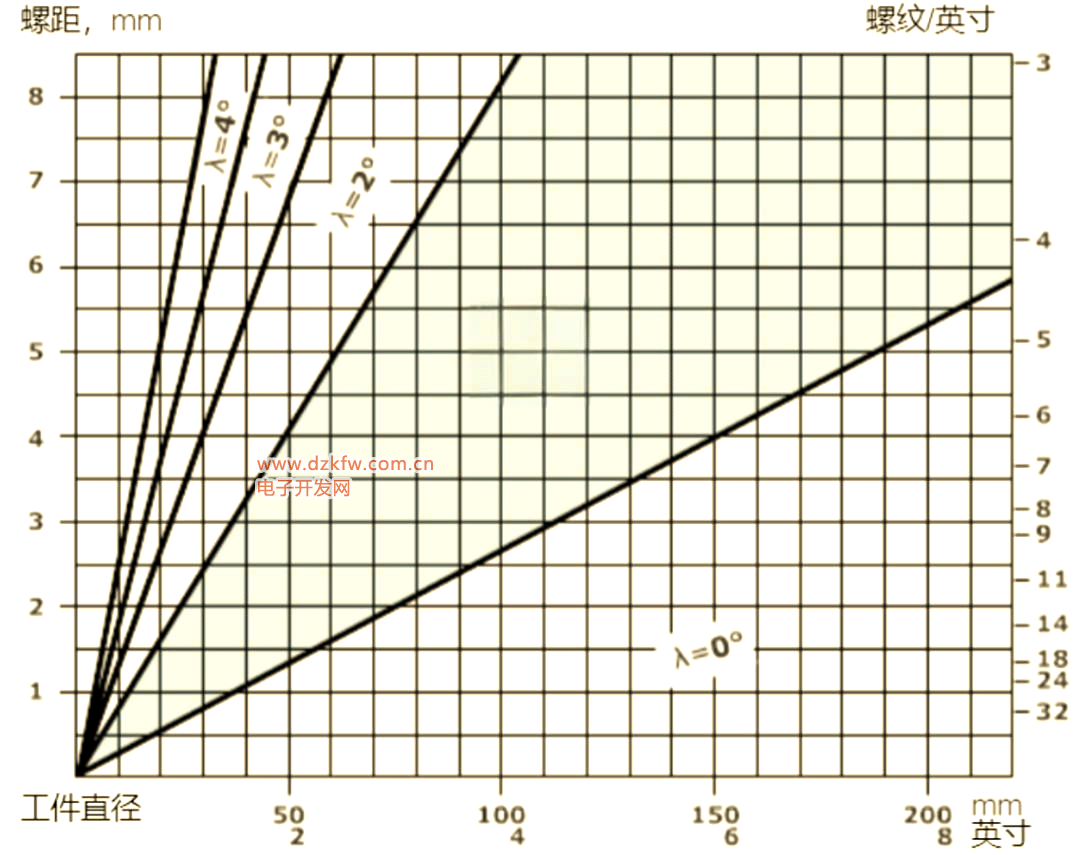
┬▌╝y╝ė╣żĄČŲ¼┼cĄČē|Ą─ś╦ūRŻ║
į┌╠¶▀x▀m║ŽĄ─ĄČē|ĢrŻ¼╬ęéāąĶę¬ūóęŌ┬▌╝y╝ė╣żĄČŲ¼║═ĄČē|Ą─ś╦ėøĪŻ▀@ą®ś╦ėø╠ß╣®┴╦ĻPė┌ĄČŲ¼┼cĄČē|Ą─ĻPµIą┼ŽóŻ¼╚ń│▀┤ńĪó╚ąāAĮŪĄ╚Ż¼Ä═ų·╬ęéāū÷│÷š²┤_Ą─▀xō±ĪŻ
┬▌╝yą╬ĀŅ┼cŲõæ¬ė├Ż║
į┌┬▌╝y╝ė╣ż▀^│╠ųąŻ¼▀xō±║Ž▀mĄ─ĄČē|ų┴ĻPųžę¬ĪŻČ°ę¬ū÷│÷├„ųŪĄ─øQ▓▀Ż¼╬ęéā╩ūŽ╚ąĶę¬┴╦ĮŌĖ„ĘN┬▌╝yą╬ĀŅ╝░Ųõ╠žČ©Ą─æ¬ė├ł÷Š░ĪŻ═©▀^šŲ╬š▀@ą®ą┼ŽóŻ¼╬ęéā┐╔ęįĖ³£╩┤_ĄžŲź┼õĄČŲ¼┼cĄČē|Ż¼┤_▒Ż╝ė╣żą¦┬╩║═┘|┴┐Ą─ūŅ┤¾╗»ĪŻ
┬▌╝yĄČŲ¼ŅÉą═╝░ŖA│ųĘĮ░Ė
ČÓč└ą═ĄČŲ¼
▀@ĘNĄČŲ¼Ą─╠ž³c╩ŪŲõŠ▀ėąČÓéĆč└ą╬Ż¼▀m║Ž╝ė╣żČÓč└┬▌╝yĪŻį┌ŖA│ųĢrŻ¼ąĶę¬┤_▒ŻĄČŲ¼Ą─ĘĆČ©ąįŻ¼ęį½@Ą├ūŅ╝čĄ─╝ė╣żą¦╣¹ĪŻ═¼ĢrŻ¼▀xō±║Ž▀mĄ─ĄČē|ę▓╩ŪĻPµIŻ¼ęį┤_▒Ż╝ė╣ż▀^│╠ųąĄČŲ¼Ą─£╩┤_ąį║═─═ė├ąįĪŻ
ā׳cŻ║
- £p╔┘┴╦▀MĄČĄ─┤╬öĄŻ¼╠ßĖ▀┴╦╔·«aą¦┬╩ĪŻ
- Š▀ėąĘŪ│ŻĖ▀Ą─╔·«a┬╩ĪŻ
╚▒³cŻ║
- ŖA│ųĢrąĶę¬▒Ż│ųĘĆČ©Ż¼ęį┤_▒Ż╝ė╣ż┘|┴┐ĪŻ
- į┌═Ļ│╔┬▌╝y╝ė╣ż║¾Ż¼ąĶę¬ŅA┴¶ūŃē“Ą─═╦ĄČ┐šķgŻ¼ęįĘ└ų╣ĄČŲ¼ōpē─╗“Ė╔╔µĪŻ
ĮėŽ┬üĒŻ¼╬ęéāīó╠Įėæ┴Ēę╗ĘN┬▌╝yĄČŲ¼ŅÉą═Ī¬Ī¬╚½č└ą═ĄČŲ¼ĪŻ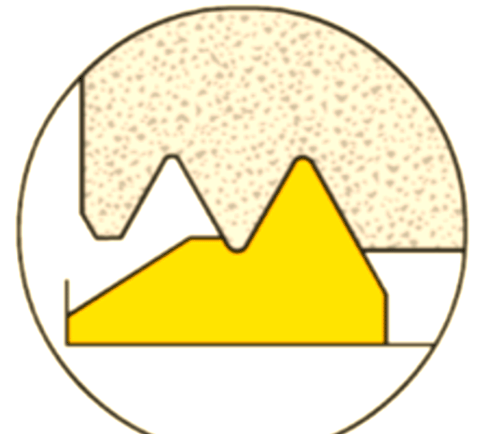
ĮėŽ┬üĒŻ¼╬ęéāīó▀Mę╗▓Į╠Įėæ╚½č└ą═ĄČŲ¼Ą─ā×ä▌┼c▓╗ūŃĪŻ
ā׳cŻ║
- Š½£╩┐žųŲ┬▌╝yą╬æBŻ¼┤_▒Ż╝ė╣ż┘|┴┐ĪŻ
- £p╔┘├½┤╠«a╔·Ż¼╠ßĖ▀«aŲĘ├└ė^Č╚ĪŻ
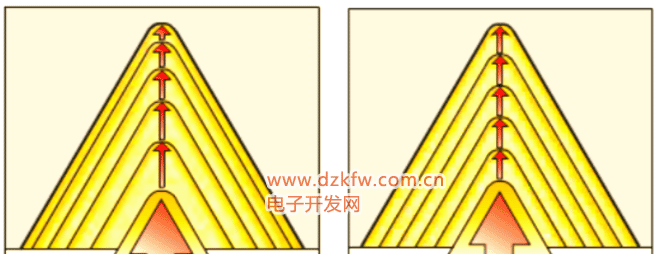
╚╗Č°Ż¼╚½č└ą═ĄČŲ¼ę▓┤µį┌ę╗Č©Ą─ŠųŽ▐ąįŻ║
- ĄČŲ¼āH▀mė├ė┌╠žČ©┬▌ŠÓĄ─ŪąŽ„Ż¼Ž▐ųŲ┴╦Ųõ═©ė├ąįĪŻ
ĮėŽ┬üĒŻ¼╬ęéāīóĮķĮB┴Ēę╗ĘN┬▌╝yĄČŲ¼ŅÉą═Ī¬Ī¬Vč└ą═ĄČŲ¼ĪŻ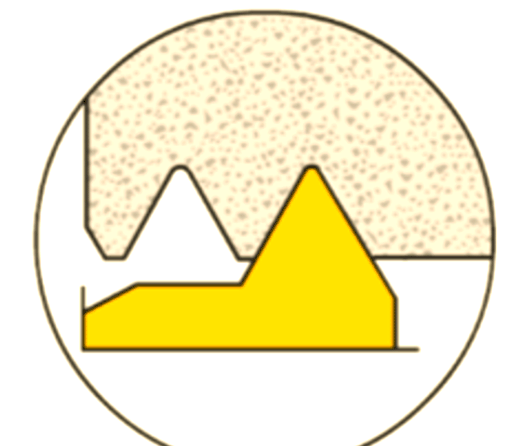
ĮėŽ┬üĒŻ¼╬ęéāīóįö╝Ü╠ĮėæVč└ą═ĄČŲ¼Ą─╠žąįĪŻ
ā׳cŻ║
- ņ`╗ŅąįĖ▀Ż¼═¼ę╗ĘNĄČŲ¼╝┤┐╔ė├ė┌╝ė╣żČÓĘN┬▌ŠÓĪŻ
╚╗Č°Ż¼Vč└ą═ĄČŲ¼ę▓┤µį┌ę╗Č©Ą─▓╗ūŃŻ║
- ╝ė╣ż▀^│╠ųą┐╔─▄«a╔·├½┤╠Ż¼ąĶę¬Ņ~═Ō▀Mąą╚ź├½┤╠╠Ä└ĒĪŻ
┤╦═ŌŻ¼╬ęéā▀ĆīóĮķĮBŖA│ųĘĮ░Ėi-LOCKŻ¼╦³└¹ė├╬╗ų├╣╠Č©Ą─ĄČŲ¼▀MąąĖ▀äéąį┬▌╝y╝ė╣żĪŻį┌ī¦▄ēĄ─Š½£╩ę²ī¦Ž┬Ż¼ĄČŲ¼─▄ē“£╩┤_¤oš`ĄžČ©╬╗ĄĮųĖČ©╬╗ų├ĪŻ═©▀^┬▌ßöīóī¦▄ē╔ŽĄ─ĄČŲ¼ē║╗žų┴ĄČŲ¼ū∙ųąĄ─ÅĮŽ“ō§ēK╠ÄŻ¼┤_▒Ż┴╦┐╔┐┐Ą─ĄČŲ¼Įė┐┌Ż¼Å─Č°čėķL┴╦ĄČŠ▀Ą─╩╣ė├ē█├³▓ó╠ß╔²┴╦┬▌╝y╝ė╣żĄ─┘|┴┐ĪŻ
ĮėŽ┬üĒŻ¼ūī╬ęéā▀Mę╗▓Į┴╦ĮŌĖ„ĘNŅÉą═Ą─ĄČ▒·ĪŻ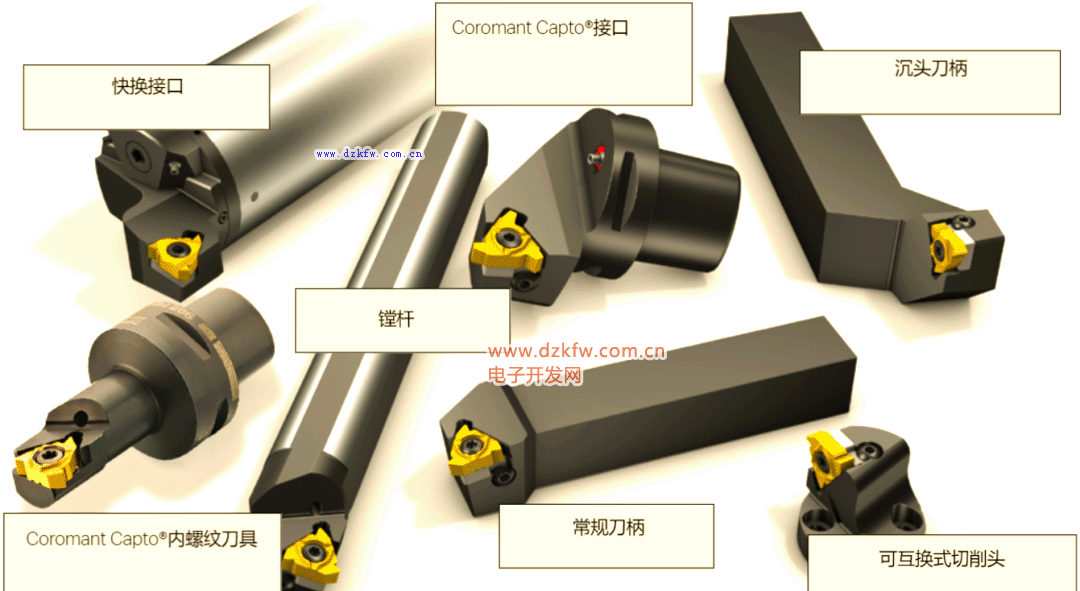
3ĘN▓╗═¼ŅÉą═Ą─▀MĄČĘĮĘ©╝░Ųõė░Ēæ
▀MĄČĘĮĘ©į┌┬▌╝y╝ė╣ż▀^│╠ųą░ńč▌ų°ų┴ĻPųžę¬Ą─ĮŪ╔½Ż¼╦³▓╗āHė░ĒæŪąŽ„┐žųŲĪóĄČŲ¼─źōpŻ¼▀Ćī”┬▌╝y┘|┴┐║═ĄČŠ▀ē█├³«a╔·ų▒Įėė░ĒæĪŻęįŽ┬īóĮķĮB╚²ĘN▓╗═¼ŅÉą═Ą─▀MĄČĘĮĘ©╝░ŲõĖ„ūįĄ─╠ž³c║═▀mė├ąįĪŻ
Ė─▀M╩Įé╚Ž“▀MĄČ
▀@ĘN▀MĄČĘĮĘ©ÅVĘ║æ¬ė├ė┌ČÓöĄöĄ┐žÖC┤▓Ż¼▓ó┐╔═©▀^裣h│╠ą“▌p╦╔īŹ¼FĪŻŲõ╠ž³c░³└©Ż║
-
Ūąą╝ą╬æB┼cé„Įy▄掄ŅÉ╦ŲŻ¼Ė³└¹ė┌│╔ą╬║═ę²ī¦ĪŻ
-
▌SŽ“ŪąŽ„┴”Ą├ĄĮĮĄĄ═Ż¼Å─Č°£p╔┘┴╦š±äė’LļUĪŻ
-
Ūąą╝▌^║±Ż¼Ą½āH┼cĄČŲ¼Ą─ę╗é╚Įėė|Ż¼£p╔┘┴╦é„▀fų┴ĄČŲ¼Ą─¤ß┴┐ĪŻ
-
▀@ĘN▀MĄČĘĮĘ©│Ż▒╗ęĢ×ķ┤¾ČÓöĄ┬▌╝y╝ė╣ż╣żą“Ą─╩ū▀xĪŻ

ÅĮŽ“▀MĄČ
ÅĮŽ“▀MĄČ╩ŪūŅįńĄ─ĘŪöĄ┐ž▄ć┤▓╦∙▓╔ė├Ą─╬©ę╗▀MĄČĘĮĘ©Ż¼ų┴Į±╚į▒╗ÅVĘ║╩╣ė├ĪŻŲõ╠ž³c░³└©Ż║ -
«a╔·łįė▓Ą─Ī░VĪ▒ą╬Ūąą╝Ż¼ėą└¹ė┌Ūąą╝Ą─┼┼│÷ĪŻ
-
ĄČŲ¼─źōpŠ∙ä“Ż¼╠ßĖ▀┴╦ĄČŠ▀Ą──═ė├ąįĪŻ
-
ĄČŲ¼ū∙▒®┬Čė┌Ė▀£žŁhŠ│ųąŻ¼▀@į┌ę╗Č©│╠Č╚╔ŽŽ▐ųŲ┴╦▀MĄČĄ─╔ŅČ╚ĪŻ
-
▀mė├ė┌╝Üč└┬▌╝yĄ─╝ė╣żŻ¼ę“×ķŲõŪąŽ„Śl╝■▌^×ķ£ž║═ĪŻ
-
į┌╝ė╣ż┤ųč└┬▌╝yĢrŻ¼┐╔─▄ė╔ė┌ŪąŽ„┴”Ą─ūā╗»Č°«a╔·š±äėŻ¼═¼ĢrŪąą╝Ą─┐žųŲę▓ŽÓī”▌^▓ŅĪŻ
-
ī”ė┌╝ė╣żė▓╗»▓─┴ŽČ°čįŻ¼▀@ĘN▀MĄČĘĮĘ©╩Ūę╗éĆ▓╗ÕeĄ─▀xō±ĪŻ
Į╗╠µ╩Į▀MĄČ
Į╗╠µ╩Į▀MĄČį┌┤¾č└ą═┬▌╝yĄ─╝ė╣żųą▒Ē¼Fė╚×ķ│÷╔½ĪŻŲõ╠ž³c╚ńŽ┬Ż║ -
į┌╠Ä└Ē┬▌ŠÓśO┤¾Ą─┬▌╝yĢrŻ¼įō▀MĄČĘĮĘ©─▄ē“┤_▒ŻĄČŲ¼─źōpĄ─Š∙ä“ąįŻ¼Å─Č°čėķLĄČŠ▀Ą─╩╣ė├ē█├³ĪŻ
-
Ūąą╝▒╗įOėŗ│╔čžā╔éĆĘĮŽ“┼┼│÷Ż¼▀@ę╗╠žąįļm╚╗ėą└¹ė┌Ūąą╝Ą─┼┼│÷Ż¼Ą½═¼Ģrę▓į÷╝ė┴╦Ūąą╝┐žųŲĄ─ļyČ╚ĪŻ
ā×╗»╝ė╣żą¦╣¹Ą─ĘĮĘ©
į┌Į╗╠µ╩Į▀MĄČĄ─╗∙ĄA╔ŽŻ¼×ķ▀Mę╗▓Į╠ß╔²╝ė╣żą¦╣¹Ż¼╬ęéā┐╔ęįćLįćęįŽ┬ĘĮĘ©Ż║
- ║Ž└Ē▀xō±ĄČŠ▀Ż║Ė∙ō■╝ė╣żąĶŪ¾Ż¼╠¶▀x║Ž▀mĄ─ĄČŠ▀▓─┘|║═Äū║╬│▀┤ńŻ¼┤_▒ŻŲõ─▄ē“▀mæ¬╠žČ©Ą─╝ė╣żŚl╝■ĪŻ
- ā×╗»ŪąŽ„ģóöĄŻ║═©▀^š{š¹ŪąŽ„╦┘Č╚Īó▀MĮo┴┐║═ŪąŽ„╔ŅČ╚Ą╚ģóöĄŻ¼šęĄĮūŅ╝čĄ─ŪąŽ„ĀŅæBŻ¼Å─Č°╠ß╔²╝ė╣żą¦┬╩║═┘|┴┐ĪŻ
- ÅŖ╗»Ūąą╝┐žųŲŻ║ßśī”Į╗╠µ╩Į▀MĄČųąŪąą╝┐╔─▄┤µį┌Ą─å¢Ņ}Ż¼┐╔ęį▓╔╚Ī║Ž└ĒĄ─Ūąą╝┐žųŲ┤ļ╩®Ż¼╚ńš{š¹┼┼ą╝▓█įOėŗĪóā×╗»└õģsę║╩╣ė├Ą╚Ż¼ęį┤_▒ŻŪąą╝─▄ē“ĒśĢ│┼┼│÷▓óĄ├ĄĮėąą¦┐žųŲĪŻ
Ūą╔Ņųīė▀f£p┼cŪą╔Ņ║ŃČ©
Ūą╔Ņųīė▀f£pŻ©Ūąą╝├µĘe▒Ż│ų║ŃČ©Ż®
* ▀@ĘNĘĮĘ©į┌öĄ┐ž│╠ą“ųąĘŪ│ŻŲš▒ķŻ¼╦³─▄īŹ¼FĘĆČ©Ą─Ūąą╝├µĘeĪŻ* ╩ū┤╬ū▀ĄČ╔ŅČ╚ūŅ┤¾Ż¼║¾└mū▀ĄČ╔ŅČ╚ųØu£pąĪŻ¼ū±čŁśė▒ŠųąĄ─▀MĄČ▒Ē═Ų╦]ųĄĪŻ* ▀@ĘNĘĮ╩Įėąų·ė┌½@Ą├Ī░ŲĮ║ŌĪ▒Ą─Ūąą╝├µĘeŻ¼ūŅ║¾ę╗┤╬ū▀ĄČ╔ŅČ╚╝s×ķ07mmĪŻŪą╔Ņ║ŃČ©
* į┌▀@ĘN▓▀┬įŽ┬Ż¼├┐┤╬ū▀ĄČĄ─╔ŅČ╚Č╝╩Ū╣╠Č©Ą─ĪŻ* ╦³ī”ĄČŲ¼┘|┴┐╠ß│÷┴╦Ė³Ė▀Ą─ę¬Ū¾Ż¼▓óąĶę¬┴╝║├Ą─Ūąą╝┐žųŲĪŻ* Ą½šłūóęŌŻ¼▀@ĘN▓▀┬į▓╗▀mė├ė┌┬▌ŠÓ┤¾ė┌TP5mm╗“16TPĄ─ŪķørĪŻ┤╦═ŌŻ¼į┌╝ė╣ż┬▌╝yĢrŻ¼┐╔ęį└¹ė├Ņ~═ŌėÓ┴┐üĒŠ½ą▐┬▌╝yč└ĒöĪŻ▀@ęŌ╬Čų°į┌ķ_╩╝╝ė╣ż┬▌╝yų«Ū░Ż¼▓╗ąĶę¬īó┼▀┴Ž▄掄ų┴Š½┤_Ą─ų▒ÅĮĪŻ═©▀^×ķŠ½ą▐č└ĒöĄČŲ¼ŅA┴¶03-07mmĄ─▓─┴ŽŻ¼┐╔ęį┤_▒Żč└ĒöĄ─š²┤_│╔ą╬ĪŻ
═Ō┬▌╝y▀MĄČųĄ═Ų╦]Ż©ISO╣½ųŲŻ®
į┌╝ė╣ż═Ō┬▌╝yĢrŻ¼ū±čŁISO╣½ųŲś╦£╩Ż¼╬ęéā┐╔ęįĄ├ĄĮę╗ŽĄ┴ą═Ų╦]Ą─▀MĄČųĄĪŻ▀@ą®▀MĄČųĄ▓╗āHėąų·ė┌┤_▒Ż┬▌╝yĄ─Š½┤_Č╚Ż¼▀Ć─▄ā×╗»╝ė╣żą¦┬╩ĪŻ╚╗Č°Ż¼ųĄĄ├ūóęŌĄ─╩ŪŻ¼į┌īŹļH▓┘ū„ųąŻ¼╬ęéā▀ĆąĶę¬Ė∙ō■Š▀¾wĄ─▓─┴Ž╠žąįĪóÖC┤▓ąį─▄ęį╝░ĄČŲ¼┘|┴┐Ą╚ę“╦žŻ¼▀Mąąņ`╗ŅĄ─š{š¹║═ā×╗»ĪŻ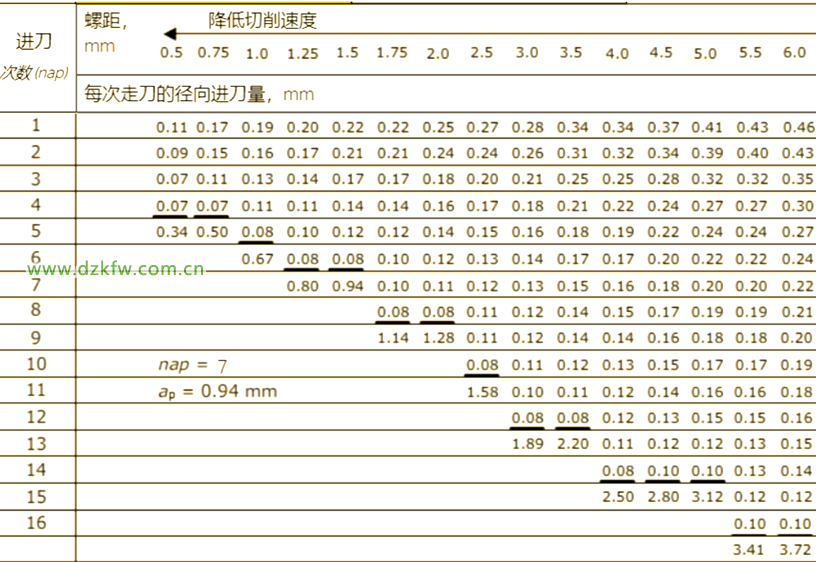
┤_▒Ż╣ż╝■┼cĄČŠ▀Š½£╩ī”ųą
į┌╝ė╣ż═Ō┬▌╝yĢrŻ¼▒žĒÜ┤_▒Ż╣ż╝■┼cĄČŠ▀ć└Ė±ī”ųąŻ¼ęį▒▄├ŌŪąŽ„╚ą╬╗ų├│÷¼FŲ½▓ŅĪŻ▀^Ė▀Ą─ŪąŽ„╚ą╬╗ų├Ģ■ī¦ų┬║¾ĮŪ£pąĪŻ¼į÷╝ėŪąŽ„╚ąĄ─äÄ▓õ║═ŲŲ┴č’LļUŻ╗Č°▀^Ą═Ą─ŪąŽ„╚ą╬╗ų├ät┐╔─▄ė░Ēæ┬▌╝yč└ą═Ą─š²┤_ąįĪŻę“┤╦Ż¼æ¬╩╣ė├ūŅ┤¾ųąą─ŠĆŲ½▓Ņ┐žųŲį┌Ī└1mmęįā╚Ż¼ęį┤_▒Ż╝ė╣ż┘|┴┐║═ą¦┬╩ĪŻ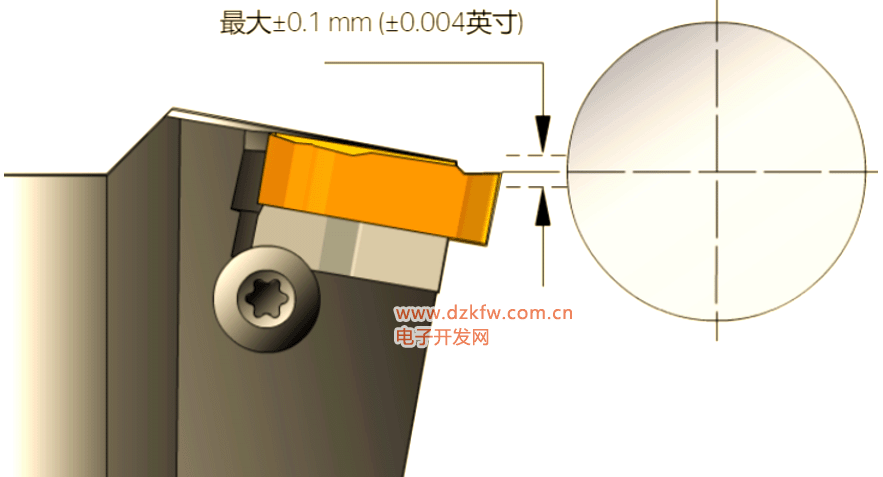
┬▌╝y▄掄æ¬ė├╝╝Ū╔
į┌┬▌╝y▄掄Ū░Ż¼äš▒žÖz▓ķ╣ż╝■ų▒ÅĮ╩ŪʱŠ▀éõūŃē“Ą─╝ė╣żėÓ┴┐Ż¼▓óį÷╝ė14mmū„×ķč└ĒöėÓ┴┐Ż¼ęį┤_▒Ż╝ė╣ż┘|┴┐ĪŻĮėŽ┬üĒŻ¼ÖC┤▓ųąąĶŠ½┤_įOČ©ĄČŠ▀╬╗ų├Ż¼▓óūą╝Üš{š¹ŪąŽ„╚ąŽÓī”ė┌ųąÅĮĄ─įOų├ĪŻ═¼ĢrŻ¼▀xō±▀m«öĄ─ĄČŲ¼▓█ą═Ż©╚ńAĪóF╗“C▓█ą═Ż®ų┴ĻPųžę¬Ż¼ęį┤_▒Ż┬▌╝yĄ─ą╬ĀŅ║═│▀┤ńĘ¹║Žę¬Ū¾ĪŻ
┤╦═ŌŻ¼═©▀^š{š¹ĄČē|┤_▒ŻĄČŲ¼┼cāAą▒ĄČē|ų«ķgėąūŃē“ŪęŠ∙ä“Ą─ķgŽČŻ¼Å─Č°½@Ą├š²┤_Ą─č└é╚ķgŽČĪŻ╚¶┬▌╝y┘|┴┐▓╗╝čŻ¼ąĶ╚½├µÖz▓ķčbŖAŽĄĮyŻ¼░³└©ÖC┤▓▒Š╔ĒĪŻį┌öĄ┐ž│╠ą“ųąŻ¼æ¬ūą╝Üā×╗»▀MĄČĘĮĘ©Īóū▀ĄČ┤╬öĄ║═│▀┤ńģóöĄĪŻ═¼ĢrŻ¼┤_▒ŻŪąŽ„╦┘Č╚┼cŠ▀¾wæ¬ė├ŽÓŲź┼õŻ¼ęį½@Ą├ūŅ╝čĄ─╝ė╣żą¦╣¹ĪŻ
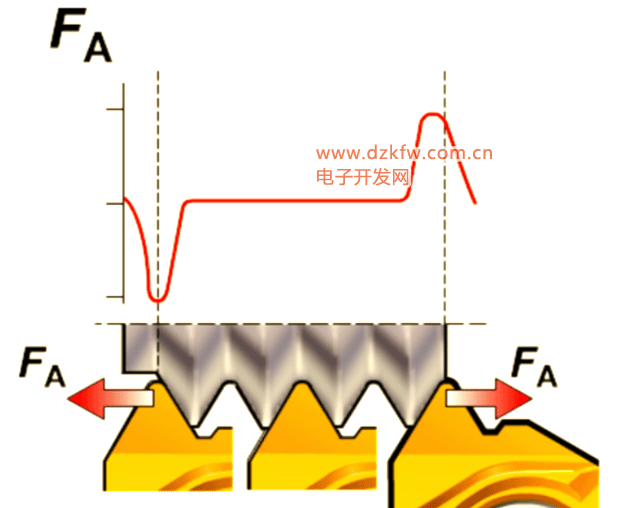
╚¶╣ż╝■┬▌╝y┬▌ŠÓ│÷¼FŲ½▓ŅŻ¼æ¬┴ó╝┤Öz▓ķÖC┤▓┬▌ŠÓįOų├╩Ūʱ£╩┤_ĪŻį┌Ūą╚ļ╣ż╝■Ū░Ż¼Į©ūhĄČŠ▀ęį3▒Č┬▌ŠÓĄ─ūŅąĪŠÓļxķ_╩╝ŪąŽ„Ż¼ęį┤_▒Ż│§╩╝╬╗ų├Ą─£╩┤_ąįĪŻ╩╣ė├Ė▀Š½Č╚└õģsę║┐╔ėąą¦čėķLĄČŠ▀ē█├³▓óĖ─╔ŲŪąą╝┐žųŲĪŻ┤╦═ŌŻ¼┐ņōQŽĄĮy─▄║å╗»čbŖA▀^│╠Ż¼╠ßĖ▀╣żū„ą¦┬╩ĪŻ
▀xō±ĄČŠ▀ĢrŻ¼ąĶ┐╝æ]æę╔ņķLČ╚Īó╦∙ąĶķgŽČęį╝░čbŖAäéąįĄ╚ę“╦žĪŻī”ė┌äéąį▌^▓ŅĄ─čbŖAŻ¼Į©ūh▀xō±ŪąŽ„┴”Ė³ąĪĄ─ĄČŲ¼ĪŻ═¼ĢrŻ¼ČÓč└ą═ĄČŲ¼į┌┤_▒Ż╔·«a┬╩║═ĄČŠ▀ē█├³ĘĮ├µ▒Ē¼FĖ³╝čŻ¼Č°Vč└ą═ĄČŲ¼ät┐╔─▄╔·«a┬╩▌^Ą═ĪóĄČŠ▀ē█├³▌^Č╠ĪŻ
į┌╝ė╣ż▀^│╠ųąŻ¼æ¬├▄ŪąĻPūóĄČŲ¼─źōpŪķørŻ¼═©▀^ā×╗»▀MĄČĘĮĘ©Īóš{š¹ĄČŲ¼āAĮŪ║═▓█ą═Īó▀xō±║Ž▀m▓─┘|Ą─ĄČŲ¼ęį╝░║Ž└Ēš{š¹ŪąŽ„ģóöĄĄ╚ĘĮ╩ĮŻ¼üĒčėķLĄČŠ▀ē█├³▓ó┤_▒Ż╝ė╣ż┘|┴┐ĪŻ
 ĘĄ╗žĒö▓┐
ĘĄ╗žĒö▓┐ ╦óą┬Ēō├µ
╦óą┬Ēō├µ Ž┬ĄĮĒōĄū
Ž┬ĄĮĒōĄū