
1.概述
四工位組合機(jī)床由四個(gè)工作滑臺(tái)各載一個(gè)加工動(dòng)力頭,組成四個(gè)加工工位完成對零件進(jìn)行銑端面、鉆孔、擴(kuò)孔和攻絲等工序的加工,采用回轉(zhuǎn)工作臺(tái)傳送零件,有夾具、上、下料機(jī)械手和進(jìn)料器四個(gè)輔助裝置以及冷卻和液壓系統(tǒng)。系統(tǒng)中除加工動(dòng)力頭的主軸由電動(dòng)機(jī)驅(qū)動(dòng)以外,其余各運(yùn)動(dòng)部分均由液壓驅(qū)動(dòng)。機(jī)床的四個(gè)動(dòng)力頭同時(shí)對一個(gè)零件進(jìn)行加工,一次加工完成一個(gè)零件。
2.控制要求和工作方式
本機(jī)床共有連續(xù)全自動(dòng)工作循環(huán)、單機(jī)半自動(dòng)循環(huán)和手動(dòng)調(diào)整三種工作方式。連續(xù)全自動(dòng)和單機(jī)半自動(dòng)循環(huán)的控制要求為:按下啟動(dòng)按鈕,上料機(jī)械手向前,將待加工零件送到夾具上,同時(shí)進(jìn)料裝置進(jìn)料,然后上料機(jī)械手退回原位,進(jìn)料裝置放料,回轉(zhuǎn)工作臺(tái)自動(dòng)微抬并轉(zhuǎn)位,.接著四個(gè)工作滑臺(tái)向前,四個(gè)動(dòng)力頭同時(shí)加工,加工完成后,各工作滑臺(tái)退回原位,下料機(jī)械手向前抓住零件,夾具松開,下料機(jī)械手退回原位并取走已加工完的零件,完成一個(gè)工作循環(huán),并開始下一個(gè)工作循環(huán),實(shí)現(xiàn)全自動(dòng)工作方式。如果選擇預(yù)停,則每個(gè)工作循環(huán)完成后,機(jī)床自動(dòng)停止在初始位置,等到再次發(fā)出啟動(dòng)命令后,才開始下一個(gè)循環(huán),這就是半自動(dòng)循環(huán)工作方式。
3.系統(tǒng)的硬件構(gòu)成
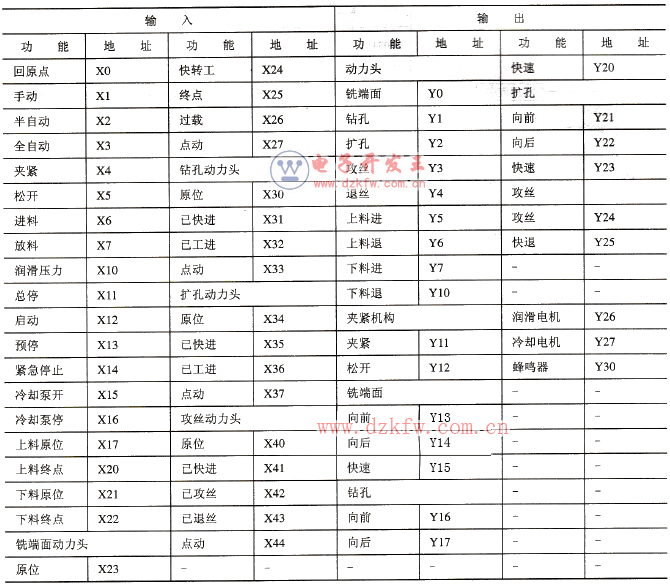
本組合機(jī)床由PLC組成的電控系統(tǒng)共有各種輸入信號(hào)約37個(gè),輸出信號(hào)25個(gè)。輸入元件中包括工作方式選擇開關(guān)、啟動(dòng)、預(yù)停、急停按鈕,用于檢測各工位工作進(jìn)程的行程開關(guān)和壓力繼電器等等。輸出元件包括控制各動(dòng)力頭主軸電動(dòng)機(jī)運(yùn)行的接觸器線圈,控制各工位向前與向后、快速以及攻絲、退絲、夾緊、松開的電磁換向閥線圈。根據(jù)組合機(jī)床的工作特點(diǎn),選用三菱FX2N-64MR型PLC,即可滿足輸入輸出信號(hào)的數(shù)量要求,同時(shí)由于各工位動(dòng)作頻率不是很高,但控制線路電流較大,故選用繼電器輸出方式的PLC,系統(tǒng)的輸入/輸出信號(hào)地址分配表如表4-4所示。
表4-4 系統(tǒng)的輸入/輸出信號(hào)地址分配表
4.PLC控制系統(tǒng)的軟件設(shè)計(jì)
本機(jī)床PLC控制系統(tǒng)的軟件由公用程序、全自動(dòng)程序、半自動(dòng)程序、手動(dòng)程序、全線自動(dòng)回原點(diǎn)程序以及故障報(bào)警程序等六部分組成,程序總體結(jié)構(gòu)圖如圖4-46所示。
公用程序主要用來處理組合機(jī)床的各種操作信號(hào),如啟動(dòng)、預(yù)停、緊急停止以及各工位的原位信號(hào)、機(jī)床啟動(dòng)前應(yīng)具備的各種初始信號(hào)、工作方式選擇信號(hào)、各種復(fù)位信號(hào),并將處理結(jié)果作為機(jī)床啟動(dòng)、停止、程序轉(zhuǎn)換或故障報(bào)警等的依據(jù),公用程序一般采用經(jīng)驗(yàn)法設(shè)計(jì),其梯形圖如圖4-47所示。
故障報(bào)警程序包括故障的檢測與顯示,故障檢測由傳感器完成,再送入PLC,故障顯示采取分類組合顯示的方法,將所有的故障檢測信號(hào)按層次分成組,每組各包括幾種故障,本系統(tǒng)分為:故障區(qū)域,故障部件(動(dòng)力頭、滑臺(tái)、夾具等),故障元件三個(gè)層次,當(dāng)具體的故障發(fā)生時(shí),檢測信號(hào)同時(shí)送往區(qū)域、部件、元件三個(gè)顯示組。這樣就可以指示故障發(fā)生在某區(qū)域、某部件、某元件上。
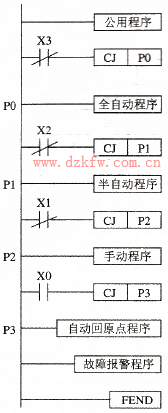
圖4-46 PLC的總體結(jié)構(gòu)圖
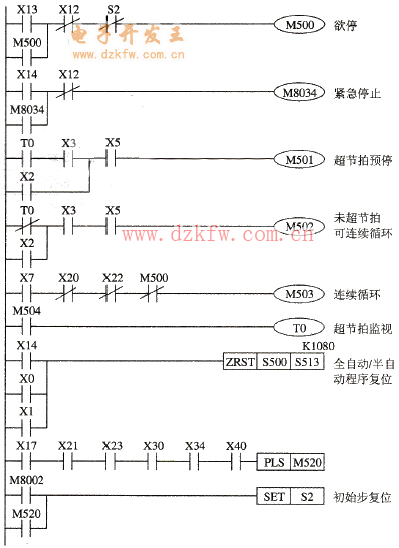
圖4-47 公用程序梯形圖
全自動(dòng)程序是軟件中最重要的部分,它用來實(shí)現(xiàn)組合機(jī)床在無人參與的情況下對成批工件進(jìn)行自動(dòng)地連續(xù)加工。在全自動(dòng)工作方式下,當(dāng)機(jī)床具備所有初始條件后,按下啟動(dòng)按鈕X12,機(jī)床即按控制要求所述工藝過程工作,各動(dòng)力頭進(jìn)行各自的工作循環(huán),循環(huán)結(jié)束時(shí)重新回到各自的初始位置并停止。本文以銑端面和鉆孔工位為例,著重分析全自動(dòng)程序的設(shè)計(jì),結(jié)合表4-3 I/O地址的分配,可以畫出這兩個(gè)工位的狀態(tài)流程圖如圖4-48所示。
需要指出的是:在圖4-48中,我們設(shè)置了預(yù)停功能和超節(jié)拍保護(hù)功能。
(1)預(yù)停功能:當(dāng)按下預(yù)停按鈕X13,M500為“1”狀態(tài),M503為“0”狀態(tài),如圖4-47所示。這樣當(dāng)組合機(jī)床進(jìn)展到S513步且X21=1時(shí),將轉(zhuǎn)入初始步S2,并自動(dòng)停止,而不會(huì)轉(zhuǎn)入S500進(jìn)入下一個(gè)循環(huán)。
(2)超節(jié)拍保護(hù):當(dāng)組合機(jī)床進(jìn)行超節(jié)拍保護(hù)時(shí),超節(jié)拍監(jiān)控定時(shí)器T0將動(dòng)作,(由S500置位M504),使M501為“1”狀態(tài),M502為“0”狀態(tài),如圖4-47所示,當(dāng)機(jī)床進(jìn)行到S511步時(shí),將轉(zhuǎn)入初始步S2停止,不會(huì)繼續(xù)往下運(yùn)動(dòng)。
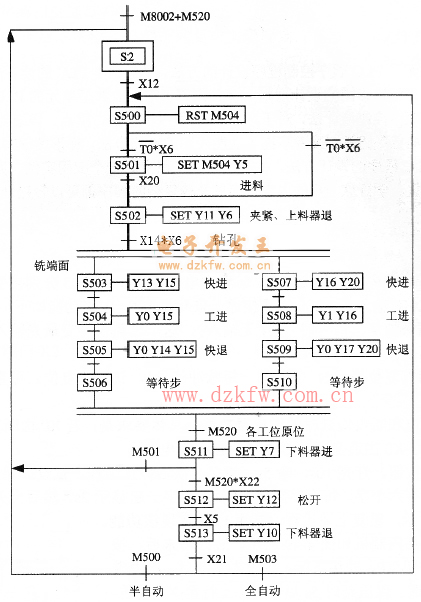
圖4-48 全自動(dòng)/半自動(dòng)程序流程圖
依照上述方法,同樣可以把其他幾部分的程序流程圖設(shè)計(jì)出來。
5.系統(tǒng)調(diào)試與運(yùn)行
系統(tǒng)調(diào)試將手動(dòng)與自動(dòng)操作控制獨(dú)立分開,自動(dòng)操作控制首先保證單機(jī)程序調(diào)試成功后,再轉(zhuǎn)入連續(xù)控制,最后連接整個(gè)系統(tǒng)試運(yùn)行。由于PLC可靈活、方便地通過編程夾改變控制過程,使調(diào)試變得更簡單。本系統(tǒng)經(jīng)過一段時(shí)間運(yùn)行表明,該系統(tǒng)性能可靠,自動(dòng)化程度高,完全能滿足生產(chǎn)工藝要求,它不僅提高了生產(chǎn)效率,而且大大減輕了勞動(dòng)強(qiáng)度,改善了工作環(huán)境。
6.結(jié)束語
PLC作為新一代的工業(yè)控制裝置,具有開發(fā)柔性好,接線簡單,安裝方便,抗干擾性強(qiáng)等特點(diǎn),用它來控制四工位組合機(jī)床這樣復(fù)雜的生產(chǎn)設(shè)備,是理想的選擇。在實(shí)際應(yīng)用中,對這樣理想的控制器也采取了一定的保護(hù)措施。如本系統(tǒng)中,由于接觸器和電磁閥較多,為防止電磁干擾,在PLC的輸出端與電磁閥、接觸器線圈之間增加了固態(tài)繼電器進(jìn)行隔離,這樣就避免了可能產(chǎn)生的誤動(dòng)作。實(shí)踐證明,這種隔離措施行之有效。
 返回頂部
返回頂部 刷新頁面
刷新頁面 下到頁底
下到頁底