

č÷║Ė╩Ū╦─ĘN║ĖĮė╬╗ų├ųą║ĖĮė▓┘ū„ūŅ└¦ļyĄ─ę╗ĘNŻ¼č÷║ĖĢr╚█╗»Ą─Įī┘ę“ųž┴”ū„ė├╚▌ęūŽ┬ēŗŻ¼╩╣╚█Ą╬▀^Č╔║═║Ė┐p│╔ą╬└¦ļyŻ¼ļŖ║Ėč÷║Ė║Ė║├Ą─ĘĮĘ©╚ńŽ┬Ż║
1Īóč÷║ĖĢrŻ¼▒žĒÜūóęŌ▒M┐╔─▄Ąž▓╔ė├ūŅČ╠Ą─╗ĪķL╩®║ĖŻ¼╩╣╚█Ą╬Įī┘į┌║▄Č╠Ą─Ģrķgā╚ė╔║ĖŚl▀^Č╔ĄĮ╚█│žųą╚źŻ¼┤┘╩╣║Ė┐p│╔ą╬ĪŻ
2Īóč÷║ĖĢr║ĖŚlų▒ÅĮ║═║ĖĮėļŖ┴„▒╚ŲĮ║ĖĢrąĪŻ¼ęį£p╔┘║ĖĮė╚█│žĄ─├µĘeŻ¼╩╣║Ė┐p╚▌ęū│╔ą═ĪŻ
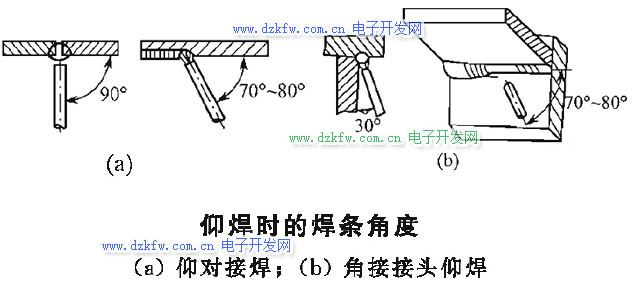
3Īó╩®║ĖĢr║ĖŚl┼c║Ė┐pā╔é╚æ¬│╔90ĪŃŖAĮŪŻ¼┼c║ĖĮėĘĮŽ“▒Ż│ų80ĪŃĪ½90ĪŃŖAĮŪŻ¼į┌š¹éĆ║ĖĮė▀^│╠ųąŻ¼║ĖŚlę¬▒Ż│ųį┌╔Ž╩÷╬╗ų├Š∙ä“Ąž▀\ŚlŻ¼▀\ŚlĄ─╩ųĘ©┐╔▓╔ė├ų▒ŠĆą╬║═ų▒ŠĆ═∙Å═ą╬ĪŻ
4Īóč÷║ĖĢrę╗Č©ę¬ūóęŌ▒Ż│ųš²┤_Ą─▓┘ū„ū╦ä▌Ż¼║ĖĮė³c▓╗ę¬╠Äė┌╚╦Ą─š²╔ŽĘĮŻ¼æ¬×ķ╔ŽĘĮŲ½Ū░Ż¼Ūę║Ė┐pŲ½Ž“▓┘ū„╚╦åTĄ─ėęé╚Ż¼č÷║ĖĄ─║ĖŚlŖA│ųĘĮ╩Į┼c┴ó║ĖŽÓ═¼ĪŻ

╦ßąį║ĖŚl┐╔ė├Į╗┴„Īóų▒┴„║ĖĮėļŖį┤Ż¼▀mė├ė┌Ė„ĘN╬╗ų├Ą─║ĖĮėĪŻ║±Č╚Ż╝4mmĄ─░Õ▓─Ż¼ī”ŠĆĢræ¬┴¶2mmĪ½3mmĄ─┐šŽČŻ¼Č°Ūę░Õ▓─ķgŽČųąæ¬ŪÕ│²ļs┘|ĪŻį┌║ĖĮėļŖ┴„╬’┘|╗∙ĄAš{╣Ø╔ŽŻ¼ļŖ┴„▓╗æ¬▀^ąĪŻ¼æ¬į┌90AĪ½100Aų«ķgŻ¼Ę±ätĄ├▓╗ĄĮūŃē“Ą─╚█╔ŅČ°ŪęļŖ╗Īę▓▓╗ĘĆČ©Ż¼ļyęį▒ŻūC║Ė┐p┘|┴┐ĪŻ
║Ė┐pŽ┬├µ╚▌ęūą╬│╔║Ė┴÷Ż¼▒│├µätĢ■│÷¼Fā╚░╝╚▒Ž▌Ż¼═¼Ģrį┌╩®║Ėųą▀Ć│Ż░l╔·╚█į³│¼Ū░¼FŽ¾Ż¼ę“┤╦į┌▀\ŚlĘĮ├µŻ¼č÷║Ė▒╚ŲĮ║ĖĪó┴ó║ĖĪóÖM║ĖĄ─ļyČ╚┤¾Ż¼ę▓Ė³ļyšŲ╬šĪŻ
║ĖĮėĖ„īėĄ─ļŖ┴„š{╣Ø╔Žūā╗»▓╗╩Ū╠½┤¾Ż¼Č°Ūęį┌č÷║ĖĢrŻ¼¤ošō▓╔ė├──ĘN▀\ŚlĘĮĘ©Ż¼Š∙æ¬ą╬│╔▌^▒ĪĄ─║ĖĄ└ĪŻ║Ė┐p▒Ē├µę¬ŲĮų▒Ż¼▓╗į╩įS│÷¼F═╣ą═Ż¼ęį▒ŻūC║Ė┐p╣ż╦ćę¬Ū¾╝░═Ōė^┘|┴┐
 ĘĄ╗žĒö▓┐
ĘĄ╗žĒö▓┐ ╦óą┬Ēō├µ
╦óą┬Ēō├µ Ž┬ĄĮĒōĄū
Ž┬ĄĮĒōĄū