
ę╗Īó░Ė└²Ż©ĒŚ(xi©żng)─┐Ż®├Ķ╩÷
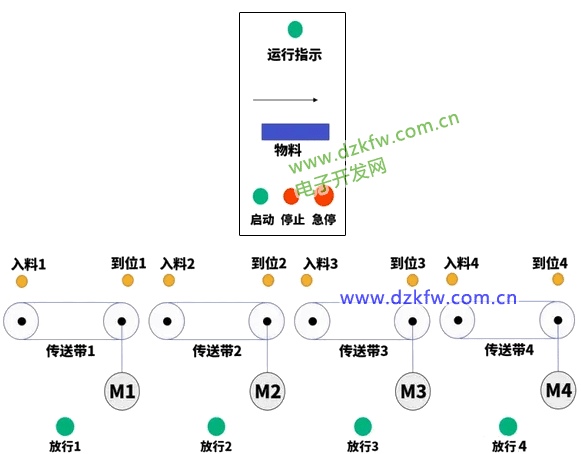
╚ńłDŻ¼ėą4┼_ļŖÖC(j©®)Ż¼Ęųäe┐žųŲ┴╦4Ślé„╦═ĦŻ¼╬’┴Žį┤į┤▓╗öÓĄ─Å─ū¾▀ģ┴„╚ļŻ¼├┐éĆ╣ż╬╗╔Žėąī”æ¬(y©®ng)Ą─╣ż╚╦Ż¼╣ż╚╦╠Ä└Ē═Ļ╬’┴Žų«║¾Š═░┤Ę┼ąą░┤ŌoŻ¼╬’┴Žīó┴„╚ļŽ┬éĆ╣ż╬╗Ż¼┐žųŲę¬Ū¾Š▀¾w╚ńŽ┬Ż║
1.░┤Ž┬åóäė░┤ŌoŻ¼▀\(y©┤n)ąąųĖ╩Š¤¶³c(di©Żn)┴┴Ż¼įO(sh©©)éõåóäėŻ¼░┤Ž┬═Żų╣░┤ŌoŻ¼įO(sh©©)éõ═Żų╣Ż¼į┘░┤åóäėĢrįO(sh©©)éõ─▄░┤ššų«Ū░Ą─äėū„└^└m(x©┤)▀\(y©┤n)ąąĪŻ
2.├┐éĆ╣ż╬╗╔Žø]ėą╣ż╝■Ą─Ģr║“Ż¼╚ļ┴ŽĖąæ¬(y©®ng)Ų„ėą╬’¾w┴„╚ļŻ¼įōé„╦═Ħ▀\(y©┤n)ąąŻ¼ų▒ĄĮ╬’┴Ž┼÷ĄĮĄĮ╬╗Ėąæ¬(y©®ng)Ų„║¾═Żų╣ĪŻ
3.╣ż╝■╔Žėą╬’┴ŽĄ─Ģr║“Ż¼Ž┬éĆ╣ż╬╗¤o╬’┴ŽĢrŻ¼░┤Ž┬Ę┼ąąŻ¼╬’┴ŽĢ■┴„╚ļŽ┬éĆ╣ż╬╗Ż©┤╦ĢrČ©┴x×ķĪ░¬Ü(d©▓)┴ó▀\(y©┤n)ąąĪ▒Ż®ĪŻ
4.╣ż╝■╔Žėą╬’┴ŽĄ─Ģr║“Ż¼Ž┬éĆ╣ż╬╗ę▓ėą╬’┴ŽĢrŻ¼░┤Ž┬Ę┼ąąŻ¼ąĶꬥ╚┤²Ž┬éĆ╣ż╬╗Ę┼ąąĢrŻ¼į┘ė|░l(f©Ī)ļŖÖC(j©®)▀\(y©┤n)▐D(zhu©Żn)Ż¼īŹ(sh©¬)¼F(xi©żn)▒Š╣ż╬╗║═Ž┬éĆ╣ż╬╗ę╗Ų▀\(y©┤n)ąąŻ©įō╣ż╬╗Ą─▀\(y©┤n)ąą╬ęéāĘQ×ķĪ░═¼▓Į▀\(y©┤n)ąąĪ▒Ż®Ż©┤╦╠Ä×ķ▒Š│╠ą“Ą─ļy³c(di©Żn)Ż®
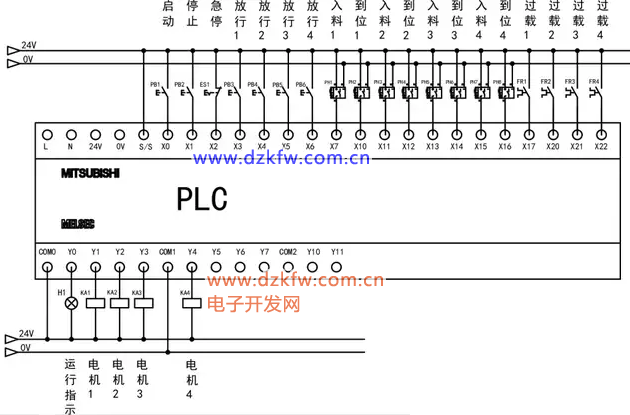
Č■ĪóI/OĘų┼õ
Ž┬▒Ē╩Ū╦∙ėą▌ö╚ļ▌ö│÷³c(di©Żn)╬╗Ą─Ęų┼õ
| ▌ö╚ļ³c(di©Żn) | ś╦(bi©Īo)║× | Ę¹╠¢ | ▌ö│÷³c(di©Żn) | ś╦(bi©Īo)║× | Ę¹╠¢ |
| X0 | åóäė | PB1 | Y0 | ▀\(y©┤n)ąąųĖ╩Š¤¶ | H1 |
| X1 | ═Żų╣ | PB2 | Y1 | ļŖÖC(j©®)1 | KM1 |
| X2 | ╝▒═Ż | ES1 | Y2 | ļŖÖC(j©®)2 | KM2 |
| X3 | Ę┼ąą1 | PB3 | Y3 | ļŖÖC(j©®)3 | KM3 |
| X4 | Ę┼ąą2 | PB4 | Y4 | ļŖÖC(j©®)4 | KM4 |
| X5 | Ę┼ąą3 | PB5 | |||
| X6 | Ę┼ąą4 | PB6 | |||
| X7 | ╚ļ┴Ž1 | PH1 | |||
| X10 | ĄĮ╬╗1 | PH2 | |||
| X11 | ╚ļ┴Ž2 | PH3 | |||
| X12 | ĄĮ╬╗2 | PH4 | |||
| X13 | ╚ļ┴Ž3 | PH5 | |||
| X14 | ĄĮ╬╗3 | PH6 | |||
| X15 | ╚ļ┴Ž4 | PH7 | |||
| X16 | ĄĮ╬╗4 | PH8 |
┐žųŲĄ─▀^│╠ųąŻ¼ąĶę¬ė├ĄĮ║▄ČÓųąķg└^ļŖŲ„Ż¼▌oų·╚ź┐žųŲŻ¼▀@éĆ╩Ū▒Š░Ė└²Ą─║╦ą─ŻĪŽ┬▒ĒĖ±╩ŪĖ„éĆ╣ż╬╗▀\(y©┤n)ąąĄ─ś╦(bi©Īo)ųŠ╬╗Ż¼Ī░1Ī▒▒Ē╩ŠĄ─é„╦═Ħ1Ż¼Ī░2Ī▒▒Ē╩ŠĄ─é„╦═Ħ2Ż╗Ī░¬Ü(d©▓)┴ó▀\(y©┤n)ąąĪ▒║═Ī░═¼▓Į▀\(y©┤n)ąąĪ▒Ą─šf├„į┌╔Ž├µ░Ė└²├Ķ╩÷ųąėąšf├„Ż¼įö╝Ü(x©¼)Ą─┐žųŲšf├„īóį┌║¾├µĄ─│╠ą“ųvĮŌųą▀M(j©¼n)ąą├Ķ╩÷Ż¼▀@ą®ś╦(bi©Īo)ųŠ╬╗Č╝▓╔ė├Ą─Ųš═©ųąķg└^ļŖŲ„Ż¼╝┘╚ńŽļę¬╩ūŽ╚öÓļŖ▒Ż│ųŻ¼┐╔ęį╩╣ė├M1023ęį╔ŽĄ─ųąķg└^ļŖŲ„ĪŻ
ļŖÖC(j©®)4Ž┬├µø]ėąŽ┬ę╗┼_ļŖÖC(j©®)┴╦Ż¼╦∙ęįļŖÖC(j©®)4ų╗ėą¬Ü(d©▓)┴ó▀\(y©┤n)ąąŻ¼ø]ėąŲõī”æ¬(y©®ng)Ą─═¼▓Į▀\(y©┤n)ąąĪŻ
| ś╦(bi©Īo)ųŠ╬╗ | ūóßī | ś╦(bi©Īo)ųŠ╬╗ | ūóßī |
| M0 | ¬Ü(d©▓)┴ó▀\(y©┤n)ąą1 | M4 | ═¼▓Į▀\(y©┤n)ąą1 |
| M1 | ¬Ü(d©▓)┴ó▀\(y©┤n)ąą2 | M5 | ═¼▓Į▀\(y©┤n)ąą2 |
| M2 | ¬Ü(d©▓)┴ó▀\(y©┤n)ąą3 | M6 | ═¼▓Į▀\(y©┤n)ąą3 |
| M3 | ¬Ü(d©▓)┴ó▀\(y©┤n)ąą4 | M7 | ╚ļ┴Ž▀\(y©┤n)ąą |
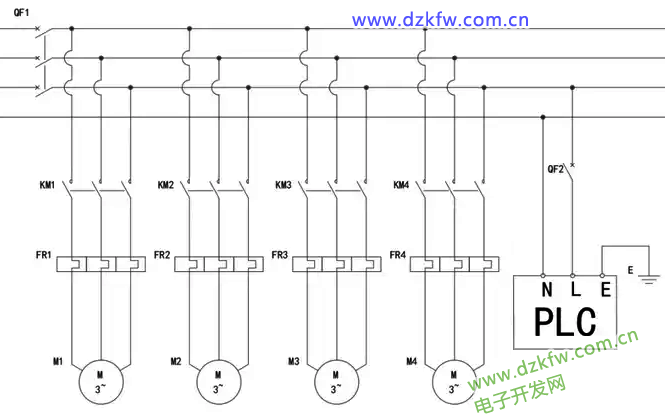
╚²ĪóļŖ┬ĘłD╝ł
1.ų„ļŖ┬Ę
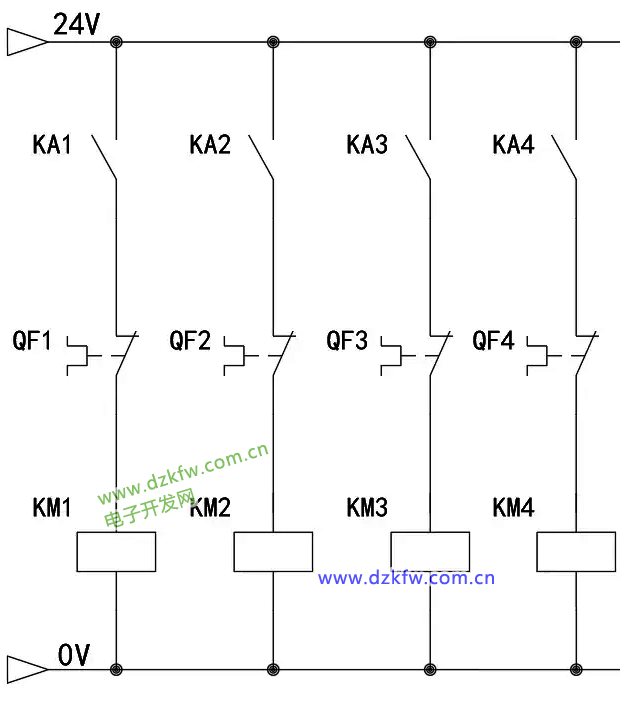
2.└^ļŖŲ„ļŖ┬Ę
3.┐žųŲļŖ┬Ę
╦─Īó│╠ą“ŠÄīæ
1.åóäė┼c═Żų╣ĪŻ
åóäė░┤Ōo░┤Ž┬║¾ė|░l(f©Ī)Y0åóäė▓óŪęą╬│╔ūįµiŻ¼═Żų╣░┤Ōo X1╗“š▀╝▒═Ż░┤ŌoX2░┤Ž┬║¾Ż¼▀\(y©┤n)ąąųĖ╩Š¤¶Ž©£ńŻ¼┤╦╠ÄĄ─╝▒═Ż░┤Ōo═Ō▓┐ĮėŠĆĮėĄ─╩Ū│Żķ]ė|³c(di©Żn)Ż¼╦∙ęį│╠ą“ā╚(n©©i)▓┐īæ│╔│Żķ_Ż╗š²│ŻŪķørŽ┬Ż¼═Żų╣░┤Ōo░┤Ž┬║¾Ż¼ųžą┬░┤åóäė┐╔ęį└^└m(x©┤)▀\(y©┤n)ąąŻ¼Č°╚ń╣¹░┤Ž┬Ą─╩Ū╝▒═ŻŻ¼Š═░čM0ĄĮM100ųąķgĄ─╦∙ėą³c(di©Żn)╬╗Č╝Å═(f©┤)╬╗ĪŻ
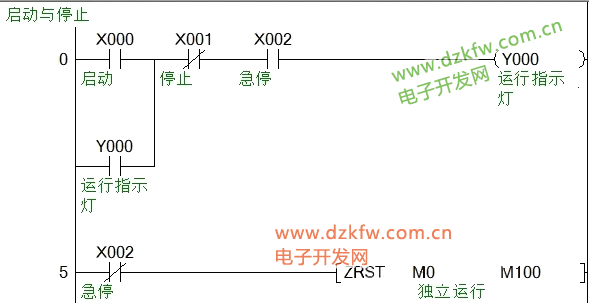
2.ļŖÖC(j©®)1Ą─┐žųŲĪŻ
ļŖÖC(j©®)Ą─åóäė▒žĒÜę¬į┌įO(sh©©)éõåóäėĀŅæB(t©żi)Y0Ą─Śl╝■Ž┬äėū„Ż¼ę“┤╦╝ė┴╦Y0Ą─│Żķ_ė|³c(di©Żn)Ż¼▀@śė─▄ē“?q©▒)Ź¼F(xi©żn)Ģ║═Ż┐žųŲŻ¼═Żų╣Ģrų╗╩ŪöÓķ_Y³c(di©Żn)Ą─▌ö│÷Ż¼▓╗Å═(f©┤)╬╗┐žųŲĄ─M³c(di©Żn)Ż¼ųžą┬░┤åóäė░┤ŌoĢrŻ¼ļŖÖC(j©®)─▄▒Ż│ųų«Ū░Ą─äėū„ĪŻ
╚ļ┴Ž▀\(y©┤n)ąąųĖĄ─╩Ū╣ż╬╗1ø]ėą╬’┴ŽŻ¼Ėąæ¬(y©®ng)Ų„┼÷ĄĮ╣ż╬╗1Ą─╚ļ┴ŽĖąæ¬(y©®ng)Ų„╩Ūė|░l(f©Ī)Ą─äėū„ŪķørĪŻ
Ī░¬Ü(d©▓)┴ó▀\(y©┤n)ąą1Ī▒ųĖĄ─╩Ū2║├╣ż╬╗ø]ėą╬’┴ŽĢrŻ¼░┤Ž┬Ę┼ąą░┤ŌoŻ¼▒Š╣ż╬╗Ą─╬’┴ŽĢ■┴¶═∙Ž┬ę╗éĆ╣ż╬╗Ż¼▀@éĆī”æ¬(y©®ng)Ą─M³c(di©Żn)į┌║¾├µĄ─│╠ą“└’▀ĆąĶę¬┐žųŲŽ┬ę╗┼_ļŖÖC(j©®)ĪŻ
Ī░═¼▓Į▀\(y©┤n)ąą1Ī▒ųĖĄ─╩Ū╣ż╬╗1╔Ž├µėą╬’┴ŽŻ¼╣ż╬╗2╔Ž├µę▓ėą╬’┴ŽĢrŻ¼╬ęéā░┤Ž┬Ę┼ąą1Ż¼╬’┴ŽĢ║Ģr▀Ć▓╗─▄┴„ū▀Ż¼▒žĒÜĄ╚┤²Ž┬ę╗┼_ļŖÖC(j©®)į┌äėū„ĢrļŖÖC(j©®)▓┼─▄äėū„Ż¼Ė·ų°Ž┬ę╗┼_ļŖÖC(j©®)ū▀Ż¼╦∙ęį▀@└’┤«┬ō(li©ón)┴╦ę╗éĆY2Ą─│Żķ_Ż¼═¼ĢrŻ¼Ą┌Č■┼_ļŖÖC(j©®)Ą─äėū„▓╗ę╗Č©šf├„Ģr║“═Ļ│╔äėū„Ż¼╦∙ęį▀@└’ąĶę¬╝ėę╗éĆY1Ą─│Żķ_ė|³c(di©Żn)Ż¼▒Ż│ųūįµiĪŻ
╝┘╚ń╔ŽéĆ╣ż╬╗Ą─╬’┴ŽĄĮ▀_(d©ó)┴╦▀@éĆ╣ż╬╗┴╦Ż¼┼÷ĄĮX10┴╦Ż¼Č°┴„═∙Ž┬éĆ╣ż╬╗Ą─╬’┴Ž▀Ćø]ĄĮ▀_(d©ó)Ž┬éĆ╣ż╬╗Ż¼▀@éĆĢr║“═¼▓Į▀\(y©┤n)ąą▀Ćø]ĮY(ji©”)╩°Ż¼ļŖÖC(j©®)1ę▓▓╗æ¬(y©®ng)įō▀\(y©┤n)ąąŻ¼╦∙ęį▀@└’╝ė┴╦ę╗éĆX10Ą─│Żķ]ė|³c(di©Żn)ĪŻ
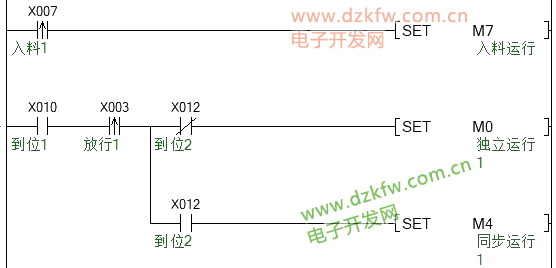
╚ļ┴Ž1Ėąæ¬(y©®ng)Ų„Ėąæ¬(y©®ng)ĄĮėą╬’¾wŠ═ė|░l(f©Ī)M7╚ļ┴Ž▀\(y©┤n)ąąŻ╗╣ż╬╗1ėą╬’┴ŽŻ©X10ėąą┼╠¢Ż®ĢrŻ¼Ž┬ę╗éĆ╣ż╬╗ėąø]╬’┴ŽĢrŻ©X12¤oą┼╠¢Ż®ė|░l(f©Ī)¬Ü(d©▓)┴ó▀\(y©┤n)ąąM0,Ž┬éĆ╣ż╬╗ėą╬’┴ŽĢrŻ¼ė|░l(f©Ī)═¼▓Į▀\(y©┤n)ąąM4.
═Żų╣┐žųŲ▓┐ĘųĄ─│╠ą“╚ńŽ┬Ż║
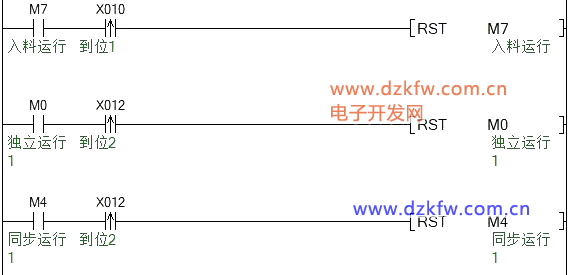
╚ļ┴Ž▀\(y©┤n)ąąĢrŻ¼┼÷ĄĮ╣ż╬╗1Ą─ĄĮ╬╗Ėąæ¬(y©®ng)Ų„X10ĢrŻ¼Å═(f©┤)╬╗ī”æ¬(y©®ng)Ą─M7ś╦(bi©Īo)ųŠ╬╗Ż╗
¬Ü(d©▓)┴ó▀\(y©┤n)ąąĢrŻ¼▒ŻūC╬’┴Ž┴„╚ļŽ┬ę╗éĆ╣ż╬╗Ą─Ėąæ¬(y©®ng)Ų„X12ĢrŻ¼Å═(f©┤)╬╗ī”æ¬(y©®ng)Ą─M0ś╦(bi©Īo)ųŠ╬╗Ż╗
═¼▓Į▀\(y©┤n)ąąĢrŻ¼ąĶę¬▒ŻūCŽ┬éĆ╣ż╬╗ĄĮ╬╗Ėąæ¬(y©®ng)Ų„X12┼÷ĄĮŻ¼▀@éĆ▀^│╠ę╗ķ_╩╝╣ż╬╗2ę▓ėą╬’┴ŽŻ¼į┌▀\(y©┤n)ąąĄ─▀^│╠ųąŻ¼X12ę╗ķ_╩╝╩Ūķ]║ŽĄ─Ż¼╣ż╬╗2Ą─╬’┴Žļxķ_╣ż╬╗2Ż¼X12öÓķ_Ż¼╣ż╬╗1Ą─╬’┴Žļxķ_╣ż╬╗1ĄĮ▀_(d©ó)╣ż╬╗2Ż¼X12į┘┤╬ī¦(d©Żo)═©Ż¼╦∙ęį▀@└’▒žĒÜė├ė├╔Ž╔²čžŻ¼▓╗─▄ė├│Żķ_³c(di©Żn)╠µōQĪŻ
3.ļŖÖC(j©®)2Ą─┐žųŲĪŻ
─▄┐žųŲļŖÖC(j©®)Y2▐D(zhu©Żn)äėĄ─ėąęįŽ┬4éĆäėū„Ż║
¬Ü(d©▓)┴ó▀\(y©┤n)ąą1Īó¬Ü(d©▓)┴ó▀\(y©┤n)ąą2Īó═¼▓Į▀\(y©┤n)ąą2Īó═¼▓Į▀\(y©┤n)ąą1Ż¼═¼▓Į▀\(y©┤n)ąą2(M5)Ą─▌ö│÷ę▓ąĶꬎ┬éĆļŖÖC(j©®)Y3Śl╝■Ą─ė|░l(f©Ī)▓┼─▄åóäėŻ¼▀@└’▓ó┬ō(li©ón)┴╦M8│Żķ_ė|³c(di©Żn)Ż¼┐╔ęįą╬│╔ūįµiŻ╗Ī░═¼▓Į▀\(y©┤n)ąą1Ī▒▓╗╩Ūšfę╗ė|░l(f©Ī)ļŖÖC(j©®)Š═Ą├▐D(zhu©Żn)äėŻ¼▀Ć▒žĒÜę¬ļŖÖC(j©®)2┼õ║Ž▓┼─▄åóäėŻ¼▀@└’ļŖÖC(j©®)2┐╔ęį╩Ū╠Äė┌¬Ü(d©▓)┴ó▀\(y©┤n)ąąĄ─ĀŅæB(t©żi)Ż¼ę▓┐╔ęį╠Äė┌═¼▓Į▀\(y©┤n)ąąĀŅæB(t©żi)Ż¼╠Äė┌═¼▓Į▀\(y©┤n)ąąĀŅæB(t©żi)ĢrąĶę¬ļŖÖC(j©®)Y3ę▓╠Äė┌▀\(y©┤n)ąąĀŅæB(t©żi)Ż¼╦∙ęį▀@└’┤«┬ō(li©ón)┴╦Y3Ą─│Żķ_ė|³c(di©Żn)Ż¼▌ö│÷M9Ż¼×ķ┴╦Ę└ų╣Ī░═¼▓Į▀\(y©┤n)ąą1Ī▒Ą─äėū„▀Ćø]═Ļ│╔Ż¼Č°Ī░¬Ü(d©▓)┴ó▀\(y©┤n)ąą2Ī▒║═Ī░═¼▓Į▀\(y©┤n)ąą2Ī▒ęčĮø(j©®ng)öÓķ_┴╦▒ŻūCäėū„═Ļ│╔Ż¼▀@└’Įo┴╦M9│Żķ_ė|³c(di©Żn)Ż¼ą╬│╔ūįµiĪŻ

┐žųŲ╣ż╬╗2Ą─2éĆś╦(bi©Īo)ųŠ╬╗M1Ż©¬Ü(d©▓)┴ó▀\(y©┤n)ąą2Ż®║═M2Ż©═¼▓Į▀\(y©┤n)ąą2Ż®Ą─ė|░l(f©Ī)ų„ę¬┐┤Ž┬éĆ╣ż╬╗Ą─ĄĮ╬╗Ėąæ¬(y©®ng)Ų„X14Ż¼░┤Ž┬Ę┼ąą░┤ŌoX4Ż¼Ž┬éĆ╣ż╬╗ø]ėą╬’┴ŽĢrŻ©X14│Żķ]Ż®ė|░l(f©Ī)¬Ü(d©▓)┴ó▀\(y©┤n)ąą2Ż¼Ž┬éĆ╣ż╬╗ėą╬’┴ŽĢrŻ©X14│Żķ_Ż®ė|░l(f©Ī)═¼▓Į▀\(y©┤n)ąą2ĪŻ

═Żų╣┐žųŲ▓┐ĘųĄ─│╠ą“╚ńŽ┬Ż║
¬Ü(d©▓)┴ó▀\(y©┤n)ąąĢrŻ¼▒ŻūC╬’┴Ž┴„╚ļŽ┬ę╗éĆ╣ż╬╗Ą─Ėąæ¬(y©®ng)Ų„X14ĢrŻ©▀@└’┐╔ęįė├╔Ž╔²čž╗“š▀│Żķ_ė|³c(di©Żn)Ż®Ż¼Å═(f©┤)╬╗ī”æ¬(y©®ng)Ą─M1ś╦(bi©Īo)ųŠ╬╗Ż╗
═¼▓Į▀\(y©┤n)ąąĢrŻ¼ąĶę¬▒ŻūCŽ┬éĆ╣ż╬╗ĄĮ╬╗Ėąæ¬(y©®ng)Ų„X14┼÷ĄĮŻ¼▀@éĆ▀^│╠ę╗ķ_╩╝╣ż╬╗3ę▓ėą╬’┴ŽŻ¼į┌▀\(y©┤n)ąąĄ─▀^│╠ųąŻ¼X14ę╗ķ_╩╝╩Ūķ]║ŽĄ─Ż¼╣ż╬╗3Ą─╬’┴Žļxķ_╣ż╬╗3Ż¼X14öÓķ_Ż¼╣ż╬╗2Ą─╬’┴Žļxķ_╣ż╬╗2ĄĮ▀_(d©ó)╣ż╬╗3Ż¼X14į┘┤╬ī¦(d©Żo)═©Ż¼╦∙ęį▀@└’▒žĒÜė├ė├╔Ž╔²čžŻ¼▓╗─▄ė├│Żķ_³c(di©Żn)╠µōQĪŻ

4.ļŖÖC(j©®)3Ą─┐žųŲĪŻ
─▄┐žųŲļŖÖC(j©®)Y3▐D(zhu©Żn)äėĄ─ėąęįŽ┬4éĆäėū„Ż║¬Ü(d©▓)┴ó▀\(y©┤n)ąą2Īó¬Ü(d©▓)┴ó▀\(y©┤n)ąą3Īó═¼▓Į▀\(y©┤n)ąą3Īó═¼▓Į▀\(y©┤n)ąą2Ż¼ė╔ė┌ Ī░═¼▓Į▀\(y©┤n)ąą2Ī▒▓╗╩Ūšfę╗ė|░l(f©Ī)ļŖÖC(j©®)Š═Ą├▐D(zhu©Żn)äėŻ¼▀Ć▒žĒÜę¬ļŖÖC(j©®)3ę▓╠Äė┌åóäėĄ─Śl╝■Ż¼ę“┤╦▀@└’├µ┤«┬ō(li©ón)┴╦┐žųŲ▒Š┼_ļŖÖC(j©®)▐D(zhu©Żn)äėĄ─ā╔éĆś╦(bi©Īo)ųŠ╬╗Ī░¬Ü(d©▓)┴ó▀\(y©┤n)ąą3Ī▒║═Ī░═¼▓Į▀\(y©┤n)ąą3Ī▒Ż¼▓óŪę×ķ┴╦▒ŻūCäėū„═Ļ│╔Ż¼Ę└ų╣Ī░═¼▓Į▀\(y©┤n)ąą2Ī▒Ą─äėū„▀Ćø]═Ļ│╔Ż¼Č°Ī░¬Ü(d©▓)┴ó▀\(y©┤n)ąą3Ī▒║═Ī░═¼▓Į▀\(y©┤n)ąą3Ī▒ęčĮø(j©®ng)öÓķ_┴╦Ż¼╦∙ęį╝ė┴╦éĆM11│Żķ_ė|³c(di©Żn)ą╬│╔ūįµiĪŻ
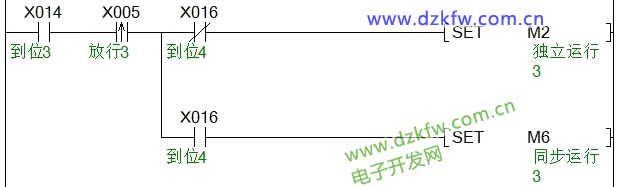
┐žųŲ╣ż╬╗3Ą─2éĆś╦(bi©Īo)ųŠ╬╗M2Ż©¬Ü(d©▓)┴ó▀\(y©┤n)ąą3Ż®║═M6Ż©═¼▓Į▀\(y©┤n)ąą3Ż®Ą─ė|░l(f©Ī)ų„ę¬┐┤Ž┬éĆ╣ż╬╗Ą─ĄĮ╬╗Ėąæ¬(y©®ng)Ų„X16Ż¼░┤Ž┬Ę┼ąą░┤ŌoX5Ż¼Ž┬éĆ╣ż╬╗ø]ėą╬’┴ŽĢrŻ©X16│Żķ]Ż®ė|░l(f©Ī)¬Ü(d©▓)┴ó▀\(y©┤n)ąą3Ż¼Ž┬éĆ╣ż╬╗ėą╬’┴ŽĢrŻ©X16│Żķ_Ż®ė|░l(f©Ī)═¼▓Į▀\(y©┤n)ąą3ĪŻ
═Żų╣┐žųŲ▓┐ĘųĄ─│╠ą“╚ńŽ┬Ż║
Ī░¬Ü(d©▓)┴ó▀\(y©┤n)ąąĪ▒║═Ī░═¼▓Į▀\(y©┤n)ąąĪ▒į┌╬’┴Ž┴„╚ļŽ┬ę╗éĆ╣ż╬╗Ą─ĄĮ╬╗Ėąæ¬(y©®ng)Ų„X16ĢrŻ¼šf├„äėū„ęčĮø(j©®ng)═Ļ│╔Ż¼┤╦ĢrÅ═(f©┤)╬╗ī”æ¬(y©®ng)Ą─M³c(di©Żn)ĪŻ

5.ļŖÖC(j©®)4Ą─┐žųŲĪŻ
─▄┐žųŲļŖÖC(j©®)Y3▐D(zhu©Żn)äėĄ─ėąęįŽ┬3éĆäėū„Ż║¬Ü(d©▓)┴ó▀\(y©┤n)ąą3Īó¬Ü(d©▓)┴ó▀\(y©┤n)ąą4Īó═¼▓Į▀\(y©┤n)ąą3Ż¼ė╔ė┌ Ī░═¼▓Į▀\(y©┤n)ąą3Ī▒▓╗╩Ūšfę╗ė|░l(f©Ī)ļŖÖC(j©®)Š═Ą├▐D(zhu©Żn)äėŻ¼▀Ć▒žĒÜę¬ļŖÖC(j©®)4ę▓╠Äė┌åóäėĄ─Śl╝■Ż¼ę“┤╦▀@└’├µ┤«┬ō(li©ón)┴╦┐žųŲ▒Š┼_ļŖÖC(j©®)▐D(zhu©Żn)äėĄ─ś╦(bi©Īo)ųŠ╬╗Ī░¬Ü(d©▓)┴ó▀\(y©┤n)ąą4Ī▒Ż¼▓óŪę×ķ┴╦▒ŻūCäėū„═Ļ│╔Ż¼Ę└ų╣Ī░═¼▓Į▀\(y©┤n)ąą3Ī▒Ą─äėū„▀Ćø]═Ļ│╔Ż¼Č°Ī░¬Ü(d©▓)┴ó▀\(y©┤n)ąą3Ī▒║═Ī░═¼▓Į▀\(y©┤n)ąą3Ī▒ęčĮø(j©®ng)öÓķ_┴╦Ż¼╦∙ęį╝ė┴╦éĆM13│Żķ_ė|³c(di©Żn)ą╬│╔ūįµiĪŻ

╣ż╬╗4¬Ü(d©▓)┴ó▀\(y©┤n)ąąĄ─ė|░l(f©Ī)ąĶę¬╣ż╬╗4ĄĮ╬╗Ėąæ¬(y©®ng)X16ėą╬’┴ŽĄ─Śl╝■Ž┬Ż¼░┤Ž┬Ę┼ąą░┤ŌoX5╔Ž╔²čžĢrģ^(q©▒)ė|░l(f©Ī)ĪŻ
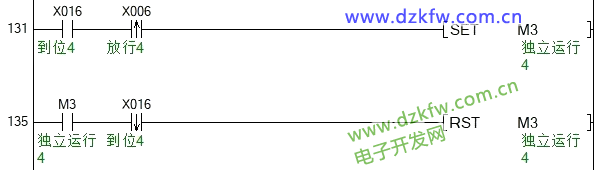
╣ż╬╗4¬Ü(d©▓)┴ó▀\(y©┤n)ąąĄ─═Żų╣ąĶę¬╬’¾wļxķ_╣ż╬╗4Ż©X16Ž┬ĮĄčžŻ®Ģrģ^(q©▒)▀M(j©¼n)ąąÅ═(f©┤)╬╗ĪŻ
 ĘĄ╗žĒö▓┐
ĘĄ╗žĒö▓┐ ╦óą┬Ēō├µ
╦óą┬Ēō├µ Ž┬ĄĮĒōĄū
Ž┬ĄĮĒōĄū