
«ÉĘNĮī┘╩ŪųĖ║¼ėą▓╗═¼į¬╦žĄ─Įī┘(╚ńõXĪóŃ~Ą╚)╗“ė╔ŽÓ═¼Ą─╗∙▒ŠĮī┘(╚ń╠╝õōĪó▓╗õPõōĄ╚)ą╬│╔Ą──│ą®║ŽĮŻ¼Ųõę▒Įąį─▄╚ń╬’└Ē╗»īWąį─▄ėą’@ų°▓Ņ«ÉĪŻ╦³éā┐╔ęįė├ū„─Ė▓─Īó╠Ņ│õĮī┘╗“║ĖĮėĮī┘ĪŻ
«ÉĘN▓─┴Ž║ĖĮė╩ŪųĖį┌ę╗Č©Ą─╣ż╦ćŚl╝■Ž┬Ż¼īóā╔ĘN╗“ā╔ĘNęį╔Ž▓╗═¼Ą─▓─┴Ž(▓╗═¼Ą─╗»īW│╔ĘųĪóĮŽÓĮM┐Ś║═ąį─▄)║ĖĮėĄ─▀^│╠ĪŻį┌«ÉĘNĮī┘Ą─║ĖĮėųąŻ¼│ŻęŖĄ─╩Ū«ÉĘNõōĄ─║ĖĮėŻ¼Ųõ┤╬╩Ū«ÉĘNėą╔½Įī┘Ą─║ĖĮė║═õō┼cėą╔½Įī┘Ą─║ĖĮėĪŻ

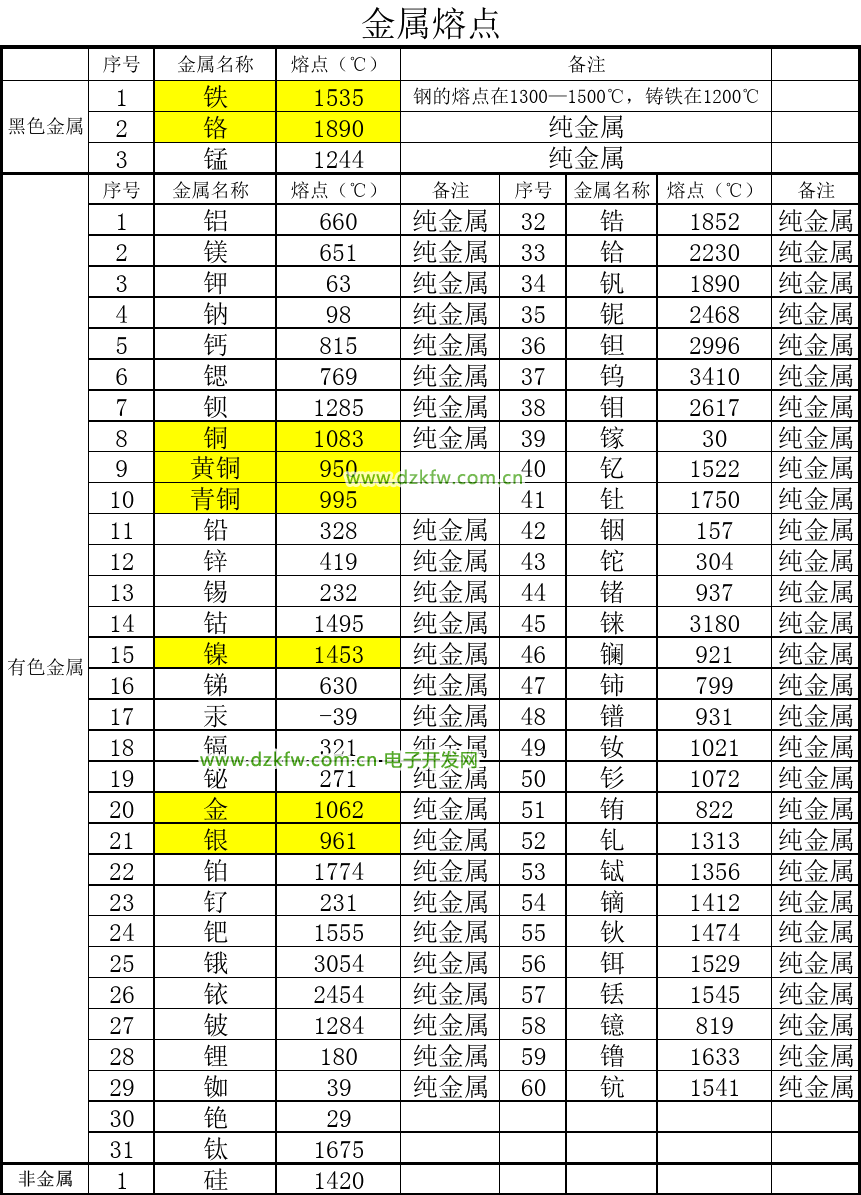
┬ō║ŽĄ─ą╬╩ĮŻ¼ėą╚²ĘN╗∙▒ŠŪķørŻ¼╝┤ā╔éĆ▓╗═¼Ą─┘vĮī┘Ą─┬ō║ŽŻ¼┬ō║ŽŽÓ═¼Ą─┘vĮī┘Ż¼Ą½▓╗═¼Ą─╠Ņ│õĮī┘(╚ń┬ō║Ž┼cŖW╩Ž¾wųą╠╝š{┘|õō║ĖĮėĄ─║ĖĮė▓─┴Ž)Ż¼║═Å═║ŽĮī┘░ÕĄ─┬ō║ŽĪŻ
▓╗═¼▓─┴ŽĄ─║ĖĮė╩Ūīóā╔ĘN▓╗═¼Ą─Įī┘║ĖĮėį┌ę╗ŲŻ¼«a╔·┼c─Ė▓─Š▀ėą▓╗═¼ąį─▄║═ĮM┐ŚĄ─▀^Č╔īėĪŻė╔ė┌▓╗═¼Įī┘į┌į¬╦žąį─▄Īó╬’└Ēąį─▄║═╗»īWąį─▄╔Ž┤µį┌’@ų°▓Ņ«ÉŻ¼▓╗═¼Įī┘Ą─║ĖĮėį┌║ĖĮėÖC└Ē║═▓┘ū„╣ż╦ć╔Žę¬▒╚ŽÓ═¼▓─┴ŽÅ═ļsĄ├ČÓĪŻ
«ÉĘNĮī┘╚█³c▓ŅĄ─įĮ┤¾įĮ▓╗║├║ĖŻ¼║ĖŚl╚█³cĄ├Ė▀ė┌╗“š▀Ą╚ė┌╚█³cĖ▀Ą──Ė▓─Ż¼▀@Š═╚▌ęūūī╚█³cĄ═Ą──Ė▓─┴„╠╩Īó¤ßņ╩┤¾Ż¼¤ßņ╩┤¾─²╣╠┬²Ż¼ĮM┐Ś╩Ķ╦╔ÅŖČ╚ĮĄĄ═ĪŻ
īŹļH╣żū„ųąŻ¼«ÉĘNĮī┘ø]ėą║ĖĮėĄ─Ż¼ę╗░Ń╩Ū┬▌╦©Šo╣╠Ż©ĄžŠĆŻ®Ż¼£žČ╚┐žųŲĄ─¤ß├ø└õ┐sŲ¼╩Ūā╔ĘNĮ³╦ŲĄ─▓─┴ŽØL║ĖĄ─ĪŻ
«ÉĘN▓─┴Ž║ĖĮė┤µį┌Ą─ų„ę¬å¢Ņ}╚ńŽ┬Ż║
1Īó▓╗═¼▓─┴Žų«ķgĄ─╚█³c▓Ņ«ÉįĮ┤¾Ż¼įĮļy║ĖĮėĪŻ
▀@╩Ūę“×ķ«öĄ═╚█³cĄ─▓─┴Ž▀_ĄĮ╚█╗»ĀŅæBĢrŻ¼Ė▀╚█³cĄ─▓─┴Ž╚į╠Äė┌╣╠æBĪŻ┤╦ĢrŻ¼╚█╗»Ą─▓─┴Ž╚▌ęūØB═ĖĄĮ▀^¤ßģ^Š¦ĮńŻ¼įņ│╔Ą═╚█³c▓─┴ŽĄ─ōp╩¦Ż¼║ŽĮį¬╦žĄ─╚╝¤²╗“š¶░lŻ¼╩╣║ĖĮėĮėŅ^ļyęį║ĖĮėĪŻ└²╚ńŻ¼į┌║ĖĮėĶF║═ŃUĢr(╚█³c▓Ņäe║▄┤¾)Ż¼ā╔ĘN▓─┴Žį┌╣╠æBĢr╝╚▓╗─▄ŽÓ╗ź╚▄ĮŌŻ¼į┌ę║æBĢrę▓▓╗─▄ŽÓ╗ź╚▄ĮŌĪŻę║æBĮī┘│╩īėĀŅĘų▓╝Ż¼└õģs║¾ĘųäeĮYŠ¦ĪŻ
2Īó▓╗═¼▓─┴Žų«ķgĄ─ŠĆ┼“├øŽĄöĄ▓ŅįĮ┤¾Ż¼įĮļy║ĖĮėĪŻ
ŠĆ┼“├øŽĄöĄįĮ┤¾Ż¼¤ß┼“├ø╦┘┬╩įĮ┤¾Ż¼└õģsĢr╩š┐sįĮ┤¾Ż¼╚█│žĮYŠ¦ĢrĢ■«a╔·▌^┤¾Ą─║ĖĮėæ¬┴”ĪŻ▀@ĘN║ĖĮėæ¬┴”▓╗ęūŽ¹│²Ż¼ī¦ų┬║ĖĮėūāą╬▌^┤¾ĪŻė╔ė┌║Ė┐pā╔é╚▓─┴ŽĄ─╩▄┴”ĀŅæB▓╗═¼Ż¼║▄╚▌ęūį┌║Ė┐p║═¤ßė░Ēæģ^«a╔·┴č╝yŻ¼╔§ų┴ī¦ų┬║Ė┐pĮī┘║═─Ė▓─äā┬õĪŻ
3.▓╗═¼▓─┴ŽĄ─ī¦¤ßŽĄöĄ║═▒╚¤ß╚▌▓ŅįĮ┤¾Ż¼║ĖĮėļyČ╚įĮ┤¾ĪŻ
▓─┴ŽĄ─ī¦¤ßŽĄöĄ║═▒╚¤ß╚▌Ģ■╩╣║Ė┐pĮī┘Ą─ĮYŠ¦Śl╝■É║╗»Ż¼Š¦┴Żć└ųžūā┤ųŻ¼ė░Ēæļy╚█Įī┘Ą─ØÖرąįĪŻę“┤╦Ż¼║ĖĮėĢræ¬▀xė├ÅŖ¤ßį┤Ż¼¤ßį┤Ą─╬╗ų├欎“ī¦¤ßąį║├Ą──Ė▓─ę╗é╚āAą▒ĪŻ
4Īó▓╗═¼▓─┴Žų«ķgĄ─ļŖ┤┼ąį─▄▓Ņ«ÉįĮ┤¾Ż¼║ĖĮėŠ═įĮ└¦ļyĪŻ
ę“×ķ▓─┴ŽĄ─ļŖ┤┼▓ŅįĮ┤¾Ż¼║ĖĮėļŖ╗ĪįĮ▓╗ĘĆČ©Ż¼║Ė┐pįĮ▓ŅĪŻ
5Īó▓╗═¼▓─┴Žų«ķgą╬│╔Ą─Įī┘ķg╗»║Ž╬’įĮČÓŻ¼║ĖĮėŠ═įĮ└¦ļyĪŻ
ė╔ė┌Įī┘ķg╗»║Ž╬’Ą─┤ÓąįŻ¼║▄╚▌ęūį┌║Ė┐pųą«a╔·┴č╝y╔§ų┴öÓ┴čĪŻ
6Īóį┌«ÉĘN▓─┴Ž║ĖĮė▀^│╠ųąŻ¼ė╔ė┌║ĖĮėģ^ĮŽÓĮM┐ŚĄ─ūā╗»╗“ą┬ą╬│╔Ą─ĮM┐ŚŻ¼ī¦ų┬║ĖĮėĮėŅ^ąį─▄É║╗»Ż¼Įo║ĖĮėĦüĒ║▄┤¾Ą─└¦ļyĪŻ
ĮėŅ^Ą─╚█║Žģ^║═¤ßė░Ēæģ^┴”īWąį─▄▌^▓ŅŻ¼╠žäe╩Ū╦▄ąįĒgąį├„’@Ž┬ĮĄĪŻė╔ė┌ĮėŅ^ĒgąįĄ─ĮĄĄ═║═║ĖĮėæ¬┴”Ą─┤µį┌Ż¼«ÉĘN▓─┴Ž║ĖĮėĮėŅ^╚▌ęū«a╔·┴č╝yŻ¼╠žäe╩Ūį┌║ĖĮė¤ßė░Ēæģ^ĪŻ
7Īó▓╗═¼▓─┴ŽĄ─č§╗»ąįįĮÅŖŻ¼įĮļy║ĖĮėĪŻ
╚ń╣¹▓╔ė├╚█║ĖĘ©║ĖĮėŃ~õXŻ¼║▄╚▌ęūį┌╚█│žųąą╬│╔Ń~õXč§╗»╬’ĪŻ└õģsĮYŠ¦▀^│╠ųąŻ¼Š¦Įńųąč§╗»╬’Ą─┤µį┌ĮĄĄ═┴╦Š¦ķgĮY║Ž┴”ĪŻ
8Īó▓╗═¼▓─┴Ž║ĖĮėĢrŻ¼║Ė┐p║═ā╔ĘN─Ė▓─║▄ļyØMūŃÅŖČ╚ŽÓĄ╚Ą─ę¬Ū¾ĪŻ
▀@╩Ūę“×ķĄ═╚█³cĄ─Įī┘į¬╦žį┌║ĖĮė▀^│╠ųą╚▌ęū╚╝¤²║═š¶░lŻ¼╩╣║Ė┐pĄ─╗»īW│╔Ęų░l╔·ūā╗»Ż¼ĮĄĄ═┴╦ÖCąĄąį─▄Ż¼╠žäe╩Ū║ĖĮė▓╗═¼Ą─ėą╔½Įī┘ĪŻ
Č■ĪóļŖ║Ė║ĖŚl╚┌╗»║═ļŖ┴„Ą─ĻPŽĄ
ļŖ║Ė║ĖŚl╚┌╗»╦┘Č╚┼cļŖ┴„┤¾ąĪ│╔š²▒╚Ż¼ļŖ┴„įĮ┤¾Ż¼Įī┘╚█╗»įĮ┐ņŻ¼╚█╔Ņę▓įĮ┤¾ĪóĮī┘’w×Rę▓┤¾Ż¼═¼Ģręū«a╔·¤²┤®Īóę¦▀ģĄ╚╚▒Ž▌Ż╗ļŖ┴„▀^ąĪŻ¼ęū«a╔·╬┤║Ė═ĖĪóŖAį³Ą╚╚▒Ž▌Ż¼Č°Ūę╔·«a┬╩Ą═ĪŻ┤_Č©║ĖĮėļŖ┴„ĢrŻ¼æ¬┐╝æ]ĄĮ║ĖŚlų▒ÅĮĪó║Ė╝■║±Č╚ĪóĮėŅ^ą═╩ĮĪó║ĖĮė╬╗ų├Ą╚ę“╦žŻ¼Ųõųąų„ꬥ─╩Ū║ĖŚlų▒ÅĮĪŻ
║ĖĮė║±Č╚Ż¼ļŖ┴„Ż¼║ĖŚlų▒ÅĮĻPŽĄī”šš▒ĒŻ║
 ĘĄ╗žĒö▓┐
ĘĄ╗žĒö▓┐ ╦óą┬Ēō├µ
╦óą┬Ēō├µ Ž┬ĄĮĒōĄū
Ž┬ĄĮĒōĄū