
╩ų╣żļŖ╗Ī║Ė╩Ūė├╩ų╣ż▓┘ū„Ą─║ĖĮėĘĮĘ©Ż¼ę“┤╦║ĖĮė┘|(zh©¼)┴┐║▄┤¾│╠Č╚╔Ž╚ĪøQė┌║Ė╣żĄ─▓┘ū„╝╝ąg(sh©┤)Ż¼╠žäe╩Ūį┌┐šķgĖ„ĘN╬╗ų├║ĖĮėĢr(sh©¬)Ż¼Š∙ę¬Ū¾▌^Ė▀Ą─║ĖĮė▓┘ū„╝╝ąg(sh©┤)ĪŻ
╩ų╣żļŖ╗Ī║ĖĄ─╗∙▒Š▓┘ū„╩Ūę²╗ĪĪó▀\(y©┤n)Śl║═╩š╬▓ĪŻ
ę╗Īóę²╗ĪŻ║ę²╗ĪĄ─ĘĮĘ©ėąäØ▓┴Ę©║═ų▒ō¶Ę©ā╔ĘNĪŻ
Ż©1Ż®äØ▓┴Ę©Ż║▀\(y©┤n)ū„╦ŲäØ╗▓±Ż¼Ž╚īó║ĖŚl─®Č╦ī”(du©¼)£╩(zh©│n)ę²╗Ī╠ÄŻ¼ūī║ĖŚlČ╦▓┐į┌║Ė╝■▒Ē├µ▌p▌päØ▓┴Ż¼äØäė(d©░ng)ŠÓļx╝s×ķ200mmū¾ėęŻ¼ļŖ╗Īę²╚╝║¾æ¬(y©®ng)┴ó╝┤╩╣╗ĪķL(zh©Żng)▒Ż│ųį┌╦∙ė├║ĖŚlų▒ÅĮŽÓ▀mæ¬(y©®ng)Ą─ĘČć·ā╚(n©©i)ĪŻäØ▓┴Ę©ę╗░Ń▀mė├ė┌ēAąį║ĖŚlĪŻ
Ż©2Ż®ų▒ō¶Ę©Ż║Ž╚īó║ĖŚl─®Č╦ī”(du©¼)£╩(zh©│n)Ų╗Ī╠ÄŻ¼▌p▌pŪ├ō¶╣ż╝■Ż¼ļS║¾īó║ĖŚl╠ßŲ3-4mmĪŻų▒ō¶Ę©ę╗░Ń▀mė├ė┌╦ßąį║ĖŚl╗“¬MšŁĄ─ĄžĘĮ║ĖĮėĪŻ
ę²╗ĪūóęŌ╩┬ĒŚ(xi©żng)Ż║
Ż©1Ż®į┌ę²╗ĪĢr(sh©¬)Ż¼╚ń╣¹░l(f©Ī)╔·║ĖŚlš│ūĪ║Ė╝■Ż¼ų╗ę¬īó║ĖŚlū¾ėęö[äė(d©░ng)ÄūŽ┬Ż¼Š═┐╔ęį├ōļx║Ė╝■ĪŻ╚¶▓╗├ōļxĢr(sh©¬)Ż¼æ¬(y©®ng)čĖ╦┘╦╔ķ_(k©Īi)║ĖŃQŻ¼ŪąöÓļŖį┤Ż¼ęį├ŌČ╠┬ĘĢr(sh©¬)ķg▀^(gu©░)ķL(zh©Żng)Č°ōpē─║ĖÖC(j©®)ĪŻ
Ż©2Ż®į┌ę²╗ĪĢr(sh©¬)Ż¼õō░Õ£žČ╚▒╚▌^Ą═Ż¼║ĖŚl╦ÄŲż▀Ćø](m©”i)ėą│õĘų░l(f©Ī)ō]ū„ė├Ų╗ĪĢr(sh©¬)Ģ■(hu©¼)│÷¼F(xi©żn)Ų╗Ī³c(di©Żn)║Ė┐p▌^Ė▀Ż¼╚█╔Ņ▌^£\Ż¼▓ó╚▌ęū«a(ch©Żn)╔·ÜŌ┐ūŻ¼╦∙ęįŲ╗ĪĢr(sh©¬)æ¬(y©®ng)į┌ŠÓČ╦▓┐8-10mm╠Äę²╗ĪĪŻę²╚╝║¾Ż¼└ŁķL(zh©Żng)ļŖ╗ĪŻ¼ęŲų┴║Ė┐pČ╦Ņ^▀M(j©¼n)ąąŅA(y©┤)¤ßŻ¼ŅA(y©┤)¤ß║¾ē║Ą═ļŖ╗Ī▀M(j©¼n)ąą║ĖĮėĪŻŻ©╚ńłD1Ż®
▀@ĘNę²╗ĪĘĮĘ©╝┤╩╣į┌ę²╗Ī╠Ä«a(ch©Żn)╔·ÜŌ┐ūŻ¼ę▓─▄į┌ļŖ╗Ī═©▀^(gu©░)Ģr(sh©¬)Ż¼īó▓┐ĘųĮī┘╚█╗»Ż¼╩╣ÜŌ┐ūŽ¹│²Ż¼▓óŪę▓╗┴¶ę²╗Ī▓┴║█ĪŻ×ķ▒ŻūCļŖ╗ĪŲ³c(di©Żn)╠Ä─▄ē“║Ė═ĖŻ¼┐╔īóļŖ╗Ī▀m«ö(d©Īng)ö[äė(d©░ng)Ż¼Å─Č°▒ŻūC║Ė┐┌ā╔é╚(c©©)═Ż┴¶Ģr(sh©¬)ķgŻ¼ą╬│╔ę╗Č©┤¾ąĪĄ─╚█│žĪŻ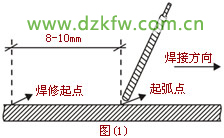
Č■Īó▀\(y©┤n)ŚlŻ║ļŖ╗Īę²╚╝║¾Ż¼║ĖŚlę¬ėą╚²éĆ(g©©)ĘĮŽ“Ą─▀\(y©┤n)äė(d©░ng)ĪŻ
1Īó║ĖŚl│»╚█╗»ĘĮŽ“ųØu╦═▀M(j©¼n)ĪŻ
─┐Ą─╩Ū×ķ┴╦ŠS│ų╦∙ę¬Ū¾Ą─ļŖ╗ĪķL(zh©Żng)Č╚Ż¼×ķ┴╦▀_(d©ó)ĄĮ▀@éĆ(g©©)─┐Ą─Ż¼║ĖŚl╦═▀M(j©¼n)╦┘Č╚æ¬(y©®ng)įōĄ╚ė┌╚█╗»╦┘Č╚ĪŻ╚ń╣¹╦═▀M(j©¼n)╦┘Č╚▀^(gu©░)┐ņŻ¼ļŖ╗ĪķL(zh©Żng)Č╚čĖ╦┘┐sČ╠Ż¼║ĖŚl┼c╣ż╝■Įėė|ą╬│╔Č╠┬ĘĪŻļŖ╗ĪŽ©£ńĪŻĘ┤ų«Ż¼╦┘Č╚▀^(gu©░)┬²Ż¼ļŖ╗Ī▒╗ųØu└ŁķL(zh©Żng)Ż¼ć└(y©ón)ųžĢr(sh©¬)ą╬│╔öÓ╗Ī¼F(xi©żn)Ž¾ĪŻ
ļŖ╗ĪķL(zh©Żng)Č╚ī”(du©¼)║Ė┐p┘|(zh©¼)┴┐Ą─ė░ĒæŻ║
ļŖ╗ĪķL(zh©Żng)Č╚│¼▀^(gu©░)║ĖŚlų▒ÅĮĄ─1/2ĮąķL(zh©Żng)╗ĪĪŻ▓╔ė├ķL(zh©Żng)╗Ī▀M(j©¼n)ąą║ĖĮėĢr(sh©¬)Ż¼ļŖ╗Ī▓╗ĘĆ(w©¦n)Č©Ż¼║Ė┐p┘|(zh©¼)┴┐▓ŅŻ¼▒Ē├µ¶~(y©▓)„[╝y▓╗Š∙ä“Ż¼║Ė┐p╚█╔Ņ▌^£\Ż¼«ö(d©Īng)║ĖŚl╚█Ą╬Ž“║Ė┐p▀^(gu©░)Č╚Ģr(sh©¬)Ż¼ų▄ć·┐šÜŌŪų╚ļŻ¼ą╬│╔ÜŌ┐ūŻ¼Č°╚█╗»Įī┘’w×R┤¾Ż¼įņ│╔└╦┘M(f©©i)ĪŻ
ļŖ╗ĪķL(zh©Żng)Č╚ąĪė┌║ĖŚlų▒ÅĮĄ─1/2ĮąČ╠╗ĪŻ¼ę╗░ŃīŹ(sh©¬)ļH╣żū„ųąČÓ▓╔ė├Č╠╗Ī║ĖĮėĪŻ╠žäe╩ŪēAąį║ĖŚlĢr(sh©¬)Ż¼ę╗Č©ę¬▓╔ė├Č╠╗Ī║ĖŻ¼▓┼─▄▒ŻūC║ĖĮė┘|(zh©¼)┴┐ĪŻ
2Īó║ĖŚlčž║ĖĮėĘĮŽ“ęŲäė(d©░ng)╦┘Č╚Ż¼╝┤║ĖĮė╦┘Č╚ĪŻ║ĖĮė╦┘Č╚▀^(gu©░)┐ņŻ¼ļŖ╗ĪüĒ(l©ói)▓╗╝░╚█╗»ūŃē“Ą─║ĖŚl║═╗∙▒ŠĮī┘Ż¼įņ│╔║Ė┐pöÓ├µ╠½ąĪęį╝░ą╬│╔╬┤║Ė═ĖĄ╚╚▒Ž▌ĪŻ╠½┬²Ģr(sh©¬)Ż¼╚█╗»Įī┘ČčĘe▀^(gu©░)ČÓŻ¼╝ė┤¾║Ė┐pöÓ├µŻ¼▓óŪę╩╣║Ė╝■£žČ╚▀^(gu©░)Ė▀Ż¼╠žäe╩Ū▒Ī░ÕŻ¼╚▌ęū¤²┤®ĪŻę“┤╦Ż¼║ĖĮė╦┘Č╚ę¬Ė∙ō■(j©┤)╣ż╝■Ą─▒Ī║±▓╗═¼øQČ©ĪŻ
3Īó║ĖŚlĄ─ÖMö[äė(d©░ng)ĪŻ
Ųõų„ę¬─┐Ą─╩Ū×ķ┴╦½@Ą├ę╗Č©īÆČ╚Ą─║Ė┐pĪŻŲõö[äė(d©░ng)ĘČć·┼c║Ė┐pę¬Ū¾Ą─īÆČ╚ėąĻP(gu©Īn)Ż¼╚ń║Ė┐┌▌^īÆŻ¼×ķ╩╣║Ė┐pā╔▀ģĮī┘─▄ē“╚█═ĖŻ¼æ¬(y©®ng)▓╔ė├ö[äė(d©░ng)ĪŻ
╚²Īó╩š╬▓Ż©Ž©╗ĪŻ®ĪŻ
1ĪóŽ©╗ĪĢr(sh©¬)┘|(zh©¼)┴┐Ą─ė░ĒæĪŻ
į┌╩ų╣żļŖ╗Ī║ĖųąŻ¼Ž©╗Ī╩Ū▓╗┐╔▒▄├ŌĄ─Ż¼Ž©╗Ī▓╗║├Ģr(sh©¬)Ż¼ą╬│╔║▄£\Ą─╚█│žŻ¼║Ė┐pĮī┘Ą─├▄Č╚║═ÅŖ(qi©óng)Č╚▌^▓ŅŻ¼ę“┤╦ūŅęūą╬│╔┴č╝yŻ¼ÜŌ┐ū║═ŖAį³Ą╚╚▒Ž▌ĪŻ
2ĪóŽ©╗ĪĘĮĘ©
║Ė┐p╩š╬▓Ģr(sh©¬)Ż¼æ¬(y©®ng)īó╗Ī┐ė╠ŅØMŻ¼╚¶╩š╬▓Ģr(sh©¬)┴ó╝┤└ŁöÓļŖ╗ĪŻ¼ätĢ■(hu©¼)ą╬│╔╩š╬▓╠Ä╗Ī┐ėĄ═Ż¼ć└(y©ón)ųžĢr(sh©¬)Ģ■(hu©¼)ĮĄĄ═ÅŖ(qi©óng)Č╚Ż¼▓ó┐╔─▄ę“┤╦«a(ch©Żn)╔·┴č╝yĪŻę“┤╦╩š╬▓Ģr(sh©¬)Ą─äė(d©░ng)ū„▓╗āH╩ŪŽ©£ńļŖ╗ĪŻ¼Č°Ūęę¬╠ŅØM╗Ī┐ėĪŻ
│Żė├Ą─╩š╬▓ĘĮĘ©ėą╚²ĘNŻ║
Ż©1Ż®äØ╚”╩š╬▓Ę©Ż║«ö(d©Īng)║ĖŚlęŲų┴║Ė┐pĮK³c(di©Żn)Ģr(sh©¬)Ż¼ū„łA╚”▀\(y©┤n)äė(d©░ng)Ż¼ų▒ų┴╠ŅØM╗Ī┐ėĪŻ
▀mė├ĘČć·Ż║▀mė├ė┌║±░Õ║Ė┐pĄ─╩š╬▓ĪŻ
Ż©2Ż®Ę┤Å═(f©┤)öÓ╗Ī╩š╬▓Ę©Ż║╩š╬▓Ģr(sh©¬)Ż¼į┌╗Ī┐ė╠ÄĘ┤Å═(f©┤)Ž©╗ĪŻ¼ę²╗ĪöĄ(sh©┤)┤╬Ż¼ų┴╗Ī┐ė╠ŅØM×ķų╣ĪŻ
▀mė├ĘČć·Ż║▀mė├ė┌║ĖĮė▒Ī░Õ║═┤¾ļŖ┴„║ĖĮėŻ¼Ą½ēAąį║ĖŚl▓╗ę╦╩╣ė├Ż¼ę“?y©żn)ķ╚▌ęū╔·ÜŌ┐ūĪ?/P>
Ż©3Ż®╗ž║Ė╩š╬▓Ę©Ż║«ö(d©Īng)║ĖŚlęŲų┴╩š╬▓╠ÄĢr(sh©¬)Ż¼ļS╝┤Ė─ūā║ĖŚlĮŪČ╚Ż¼╗ž║Ėę╗ąĪČ╬ĪŻ
▀mė├ĘČć·Ż║▀mė├ė┌ēAąį║ĖŚlĪŻ│Żė├Ą─ÄūĘN▀\(y©┤n)ŚlĘĮĘ©
▀\(y©┤n)ŚlĘĮĘ©Ż║║ĖĮėĢr(sh©¬)Ż¼▓╗ū„ÖMŽ“ö[äė(d©░ng)Ż¼čž║Ė┐pĘĮŽ“Ū░ęŲĪŻ
▀mė├ĘČć·Ż║
1Īó▓╗ķ_(k©Īi)Ų┬┐┌Ą─ī”(du©¼)Įė║Ė┐pŻ©ŲĮ║ĖŻ¼ÖM║ĖŻ®ĪŻ
2ĪóČÓīėČÓĄ└║ĖĄ─┤“Ąū║ĖŻ©Ą┌ę╗īėŻ®ĪŻ
ūóęŌ╩┬ĒŚ(xi©żng)Ż║
1Īó║ĖŚl┼c║Ė┐pĄ─ŖAĮŪ×ķ85ĪŃ-90ĪŃĪŻ
2Īóė╔ė┌║ĖŚl▓╗ū„ÖMŽ“ö[äė(d©░ng)Ż¼╚█╔Ņ▌^╔ŅŻ¼Ą½║Ė┐pīÆČ╚▌^šŁŻ¼ę“┤╦▀\(y©┤n)Śl╦┘Č╚ę¬┬²ĪŻ
3Īó▀\(y©┤n)ŚlĢr(sh©¬)▒Ż│ųę╗Č©╗ĪķL(zh©Żng)Ż¼▒M┴┐▓╔ė├ķL(zh©Żng)╗Ī║ĖĪŻ
│Żė├Ą─ÄūĘN▀\(y©┤n)ŚlĘĮĘ©
ę╗Ż║ų▒ŠĆą═▀\(y©┤n)ŚlĘĮĘ©Ż║![]()
▀\(y©┤n)ŚlĘĮĘ©Ż║║ĖĮėĢr(sh©¬)Ż¼▓╗ū„ÖMŽ“ö[äė(d©░ng)Ż¼čž║Ė┐pĘĮŽ“Ū░ęŲĪŻ
▀mė├ĘČć·Ż║
1Īó▓╗ķ_(k©Īi)Ų┬┐┌Ą─ī”(du©¼)Įė║Ė┐pŻ©ŲĮ║ĖŻ¼ÖM║ĖŻ®ĪŻ
2ĪóČÓīėČÓĄ└║ĖĄ─┤“Ąū║ĖŻ©Ą┌ę╗īėŻ®ĪŻ
ūóęŌ╩┬ĒŚ(xi©żng)Ż║
1Īó║ĖŚl┼c║Ė┐pĄ─ŖAĮŪ×ķ85ĪŃ-90ĪŃĪŻ
2Īóė╔ė┌║ĖŚl▓╗ū„ÖMŽ“ö[äė(d©░ng)Ż¼╚█╔Ņ▌^╔ŅŻ¼Ą½║Ė┐pīÆČ╚▌^šŁŻ¼ę“┤╦▀\(y©┤n)Śl╦┘Č╚ę¬┬²ĪŻ
3Īó▀\(y©┤n)ŚlĢr(sh©¬)▒Ż│ųę╗Č©╗ĪķL(zh©Żng)Ż¼▒M┴┐▓╔ė├ķL(zh©Żng)╗Ī║ĖĪŻ
Č■Īóų▒ŠĆ═∙Å═(f©┤)ą╬▀\(y©┤n)ŚlĘĮĘ©![]()
▀\(y©┤n)ŚlĘĮĘ©Ż║į┌║ĖĮėĢr(sh©¬)Ż¼║ĖŚl─®Č╦čž║Ė┐p┐vŽ“ū„üĒ(l©ói)╗žų▒ŠĆą╬ö[äė(d©░ng)ĪŻ
▀mė├ĘČć·Ż║
1Īó▀mė├ė┌▒Ī░Õ╝░ĮėŅ^ķgŽČ▌^┤¾Ą─║Ė┐pŻ©ŲĮā║īÆŻ®ĪŻ
2ĪóČÓīėČÓĄ└║ĖĄ─Ą┌ę╗īė║ĖĄ└ĪŻ
ūóęŌ╩┬ĒŚ(xi©żng)Ż║
1Īó║ĖŚl┼c║Ė┐pĄ─ŖAĮŪ×ķ80ĪŃ-85ĪŃĪŻ
2Īó▀\(y©┤n)ŚlĢr(sh©¬)║ĖŚlį┌║Ė┐pā╔▀ģꬊ∙ä“Ūę┬²Ż¼ųąķgę¬┐ņŻ¼Ą½¤o(w©▓)╠°╗Īäė(d©░ng)ū„ĪŻ
3Īó▒M┴┐▓╔ė├Č╠╗Ī║ĖĪŻ
╠ž³c(di©Żn)Ż║║ĖĮė╦┘Č╚┐ņŻ¼║Ė┐pšŁŻ¼╔ó¤ß┐ņĪŻ
╚²ĪóõŲXą╬▀\(y©┤n)ŚlĘĮĘ© ![]()
▀\(y©┤n)ŚlĘĮĘ©Ż║║ĖĮėĢr(sh©¬)Ż¼║ĖŚl─®Č╦ū„õŲXą╬▀B└m(x©┤)ö[äė(d©░ng)╝░Ž“Ū░ęŲäė(d©░ng)Ż¼ö[äė(d©░ng)Ą──┐Ą─╩Ū×ķ┴╦┐žųŲ╚█╗»Įī┘Ą─┴„äė(d©░ng)║═Ą├ĄĮ▒žę¬Ą─║Ė┐pīÆČ╚Ż¼ęį½@Ą├┴╝║├Ą─║Ė┐p│╔ą╬ĪŻ
▀mė├ĘČć·Ż║
1Īó▌^║±Ą─õō░Õ║ĖĮėĪŻ
2ĪóŲĮ║ĖŻ¼┴ó║ĖĪóč÷║ĖĄ─ī”(du©¼)ĮėĮėŅ^ĪŻ
3Īó┴ó║ĖĄ─ĮŪĮėĮėŅ^║Ė┐pĪŻ
4Īó▀mė├▌^īÆ▌^ŲĮĄ─║Ė┐pĪŻ
ūóęŌ╩┬ĒŚ(xi©żng)Ż║
1Īó║ĖŚl┼c║Ė┐pĄ─ŖAĮŪ×ķ65ĪŃ-70ĪŃĪŻ
ūóęŌ╩┬ĒŚ(xi©żng)Ż║
1Īó║ĖŚl┼c║Ė┐pĄ─ŖAĮŪ×ķ65ĪŃ-70ĪŃĪŻ
2Īó║Ė┐pĄ─ā╔▀ģę¬╔įū„═Ż┴¶Ż¼ęįĘ└ų╣«a(ch©Żn)╔·ę¦▀ģ╚▒Ž▌ĪŻ
3Īó▒M┴┐▓╔ė├Č╠╗Ī║ĖĪŻ
╦─Īóį┬č└ą╬▀\(y©┤n)ŚlĘĮĘ©Ż║![]()
▀\(y©┤n)ŚlĘĮĘ©Ż║║ĖĮėĢr(sh©¬)Ż¼║ĖŚl─®Č╦čžų°║ĖĮėĘĮŽ“ū„į┬č└ą╬ö[äė(d©░ng)ĪŻ
▀mė├ĘČć·Ż║┼cõŲXą╬ŽÓ═¼ĪŻ
ūóęŌ╩┬ĒŚ(xi©żng)Ż║
1Īó║ĖŚl┼c║Ė┐pĄ─ŖAĮŪ×ķ65ĪŃ-70ĪŃĪŻ
2Īó▀\(y©┤n)ŚlĢr(sh©¬)Ż¼Å─║Ė┐pŽ┬▓┐▀ģŠēŲ║ĖŻ¼║ĖŚlÅ─ę╗▀ģ▀\(y©┤n)Ž“┴Ēę╗▀ģĢr(sh©¬)ø](m©”i)ėą╠°╗Īäė(d©░ng)ū„Ż¼▀\(y©┤n)Śl╦┘Č╚Š∙ä“Ūę┬²ĪŻ
Ą╣į┬ą╬▀\(y©┤n)ŚlĘĮĘ©Ż║![]()
▀mė├ĘČć·Ż║┼cš²į┬č└╗∙▒ŠŽÓ═¼Ż¼▀m║ŽŽ“Ž┬┴ó║ĖĢr(sh©¬)▀B└m(x©┤)▀\(y©┤n)ŚlĪŻ
ūóęŌ╩┬ĒŚ(xi©żng)Ż║┼cš²į┬č└╗∙▒ŠŽÓ═¼Ż¼╦∙▓╗═¼Ą─╩ŪÅ─║Ė┐pĄ─╔Ž▓┐▀ģŠēŲ║ĖĪŻ
╠ž³c(di©Żn)Ż║Įī┘╚█╗»┴╝║├Ż¼ėą▌^ķL(zh©Żng)Ą─▒Ż£žĢr(sh©¬)ķgŻ¼ÜŌ¾w╚▌ęū╬÷│÷Ż¼╚█į³▀ģ└¹ė┌ĖĪĄĮ║Ė┐pĄ─▒Ē├µŻ¼ėą└¹ė┌½@Ą├Ė▀┘|(zh©¼)┴┐Ą─║Ė┐pĪŻ
╬ÕĪółA╚”ą╬▀\(y©┤n)ŚlĘĮĘ©Ż║![]()
▀mė├ĘČć·Ż║
1Īó▀mė├ė┌▌^║±Ą─║Ė╝■ŲĮ║Ė┐pĪŻ
2Īó▀mė├ė┌šŁČ°╔ŅĄ─║Ė┐pĪŻ
ūóęŌ╩┬ĒŚ(xi©żng)Ż║
1Īó║ĖŚl┼c║Ė┐pĄ─ŖAĮŪ×ķ80ĪŃ-85ĪŃĪŻ
2Īó▀\(y©┤n)ŚlĢr(sh©¬)Ż¼║ĖŚlį┌łAĄ─ā╔▀ģꬊ∙ä“Ż¼┐ņ▀\(y©┤n)ĄĮłAĄ─ųąą─Ģr(sh©¬)Ż¼ę¬╔įū÷═Ż┴¶ĪŻ
3Īó▒M┴┐▓╔ė├ķL(zh©Żng)╗Ī║ĖŻ¼äØłAĢr(sh©¬)Ż¼║¾łAæ¬(y©®ng)ē║Ū░łAĄ─ę╗░ļĪŻ
ą▒łAą╬▀\(y©┤n)ŚlĘĮĘ©Ż║![]()
▀mė├ĘČć·Ż║
1Īóī”(du©¼)ĮėĮėŅ^Ą─ÖM║ĖĪóč÷║ĖĪŻ
2ĪóĮŪĮėĮėŅ^Ą─ŲĮ║ĖĪŻ
ūóęŌ╩┬ĒŚ(xi©żng)Ż║
1Īó║ĖŚl┼c║Ė┐pĄ─ŖAĮŪ×ķ75ĪŃ-80ĪŃŻ¼ÖM║ĖĢr(sh©¬)Ż¼║ĖŚl┼c║Ė┐pĄ─╦«ŲĮ╬╗ų├ŖAĮŪ×ķ65ĪŃ-70ĪŃĪŻ
2Īó▀\(y©┤n)ŚlĢr(sh©¬)Ż¼▒M┴┐▓╔ė├Č╠╗Ī║ĖŻ¼║ĖŚlį┌łAĄ─ā╔▀ģę¬ē║╗ĪĪŻ
3ĪóäØłAĢr(sh©¬)Ż¼║¾łAę¬ē║Ū░łAĄ─ę╗░ļ(1/2)
╠ž³c(di©Żn)Ż║─▄╩╣╚█╗»Įī┘ėąūŃē“Ą─£žČ╚Ż¼ėą└¹ė┌ÜŌ¾wÅ─╚█│žųąęń│÷Ż¼┐╔Ę└ų╣║Ė┐p«a(ch©Żn)╔·ÜŌ┐ūĪŻ
┴∙ĪóĪ░8Ī▒ūųą╬▀\(y©┤n)ŚlĘĮĘ©Ż║![]()
▀\(y©┤n)ŚlĘĮĘ©Ż║║ĖĮėĢr(sh©¬)Ż¼║ĖŚl─®Č╦ū„Ż║Ī░8Ī▒ūųą╬▀\(y©┤n)äė(d©░ng)ĪŻ
▀mė├ĘČć·Ż║
1ĪóČÓīėČÓĄ└║ĖĢr(sh©¬)ĘŌĒö║ĖĪŻ
2Īó║±õō░Õī”(du©¼)ĮėĮėŅ^Ą─ķ_(k©Īi)Ų┬┐┌║ĖĪŻ
ūóęŌ╩┬ĒŚ(xi©żng)Ż║
1Īó║ĖŚl┼c║Ė┐pĄ─ŖAĮŪ×ķ80ĪŃ-85ĪŃĪŻ
2Īó║ĖĮėā╔éĆ(g©©)║±Č╚▓╗═¼Ą─õō░Õī”(du©¼)ĮėĢr(sh©¬)Ż¼║ĖŚlį┌║¾é╚(c©©)ČÓ═Ż┴¶ę╗Ģ■(hu©¼)ĪŻ
3Īó▀\(y©┤n)ŚlĢr(sh©¬)╦┘Č╚ę¬┬²Ż¼▒M┴┐▓╔ė├Č╠╗Ī║ĖĪŻ
╠ž³c(di©Żn)Ż║─▄ē“ŲĄĮ║Ė┐p▀ģŠē╝ė¤ßĄ─ū„ė├ĪŻ ĘĄ╗žĒö▓┐
ĘĄ╗žĒö▓┐ ╦óą┬Ēō(y©©)├µ
╦óą┬Ēō(y©©)├µ Ž┬ĄĮĒō(y©©)Ąū
Ž┬ĄĮĒō(y©©)Ąū