
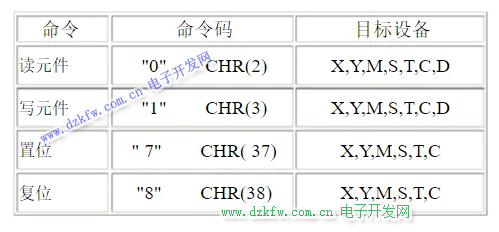
1ĪóĒŚ─┐├Ķ╩÷ ─│Į╗═©ą┼╠¢¤¶▓╔ė├PLC┐žųŲĪŻą┼╠¢¤¶Ęų¢|╬„Īó─Ž▒▒ā╔ĮMŻ¼Ęųäeėą╝t³SŠG╚²ĘNŅü╔½Ż¼╝┘įO¢|╬„ĘĮŽ“Į╗═©▒╚─Ž▒▒ĘĮŽ“Ę▒├”ę╗▒ČŻ¼ę“┤╦¢|╬„ĘĮŽ“Ą─ŠG¤¶═©ąąĄ─ĢrķgČÓę╗▒ČĪŻŲõ┐žųŲę¬Ū¾░┤ššłDĢrą“┐žųŲłD╦∙╩ŠŻ¼░┤Ž┬åóäė░┤Ōoķ_╩╝╣żū„Ż¼░┤Ž┬═Żų╣░┤Ōo═Żų╣╣żū„Ż¼Ī░░ū╠ņ║┌ę╣Ī▒▀xō±ķ_ĻPķ]║ŽĢr×ķ║┌ę╣╣żū„ĀŅæBŻ¼▀@Ģrų╗ėą³S¤¶ķWĀqŻ¼öÓķ_Ģr░┤Ģrą“┐žųŲłD╣żū„

╣żŠ▀/įŁ┴Ž
- PLC
- ėŗ╦ŃÖC
ĘĮĘ©/▓Į¾E
-
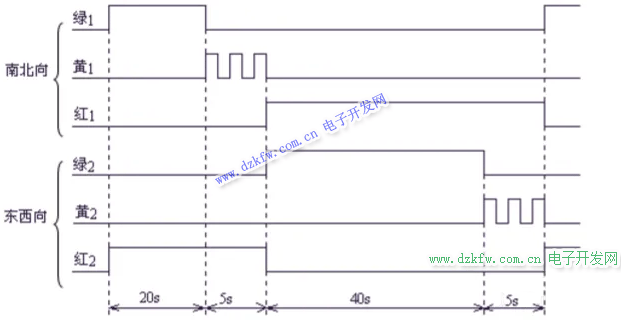
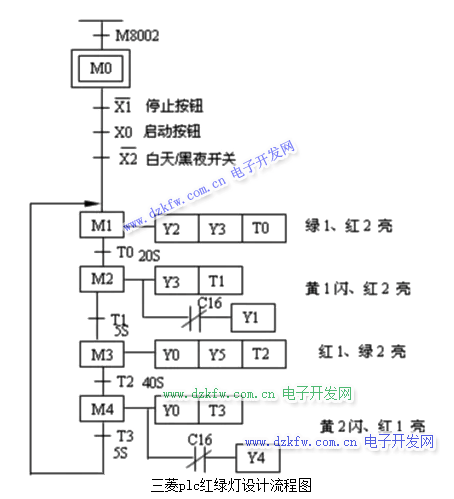
╚²┴ŌPLCĮ╗═©¤¶3 «öPLC▀M╚ļRUNĀŅæBŻ¼M0Ą├ļŖūįµiĪŻ«ö░ū╠ņ/║┌ę╣ķ_ĻPSöÓķ_Ż¼┤╦ĢräėöÓė|³cX2ķ]║ŽŻ¼ę“═Żų╣░┤Ōo╩ŪöÓķ_Ą─Ż¼X1äėöÓė|³cķ]║ŽŻ¼┤╦Ģr░┤Ž┬åóäė░┤ŌoŻ¼äė║Žė|³cX0ķ]║ŽŻ¼ę“┤╦ĀŅæBė╔M0▐DĄĮM1Ż¼Y2ĪóY3Ą├ļŖŻ¼╝t2ĪóŠG1¤¶┴┴ĪŻčėĢr20├ļ║¾Ż¼ĀŅæBė╔M1▐DĄĮM2Ż¼╝t2Īó
1ķWŻ©ķWĀqė╔łD9-11ųąĄ─C16īŹ¼FŻ®ĪŻ
-
ėųčėĢr5├ļ║¾Ż¼ĀŅæBė╔M2▐DĄĮM3Ż¼╝t1ĪóŠG2¤¶┴┴ĪŻčėĢr40├ļ║¾Ż¼ĀŅæBė╔M3▐DĄĮM4Ż¼╝t1┴┴Īó³S2ķWĪŻėųčėĢr5├ļ║¾Ż¼ĀŅæBė╔M4▐D╗žĄĮM0Ż¼ł╠ąąŽ┬ę╗裣hĪŻ
-
«ö░ū╠ņ/║┌ę╣ķ_ĻPSķ]║ŽĢrŻ¼ų╗ėą³S¤¶Ą─ķWĀqŻ¼å¢Ņ}╩Ū▀@śėĮŌøQĄ─Ż║ M8012Ż©PLCÖCā╚ā╚▓┐«a╔·100msĢrńŖ├}ø_Ą─╠ž╩Ō▌oų·└^ļŖŲ„Ż®Ż¼ŲõŠĆ╚”ė╔PLCūįäė“īäėŻ¼╝┤ PLC═©ļŖ║¾M8012▒Ż│ų100msĄ─ų▄Ų┌š±╩ÄŻ¼└¹ė├Ųõäė║Žė|³c“īäėėŗöĄŲ„ŠĆ╚”C16
END
└^└m
-
«öC16└█ėŗĄĮ10éĆ├}ø_ĢrŻ©1sĢrķgŻ®Ż¼ėŗöĄŲ„C16äėū„Ż¼C16äė║Žė|³c“īäėĢrķg└^ļŖŲ„T4Ż¼T4Č©Ģr1s║¾äėū„Ż¼T4äė║Žė|³cķ]║ŽīóC16Å═╬╗Ż¼Ųõ║¾ų▄Č°Å═╩╝Ż¼╩╣C16ŠĆ╚”Įė═©1s║¾ėųöÓķ_1sŻ¼

-
äėöÓė|³cC16ĮėĄĮ┐žųŲŠĆ╚”Y1║═Y4╗ž┬ĘŻ¼╩╣Y1║═Y4ĢrČ°Įė═©1sĢrČ°öÓķ_1sŻ¼Å─Č°«a╔·┴╦į┌║┌ę╣ķ_ĻPSķ]║ŽĢr³S¤¶ķWĀqĄ─ą¦╣¹Ż¼Ųõ╠▌ą╬łD│╠ą“ęŖłD
-
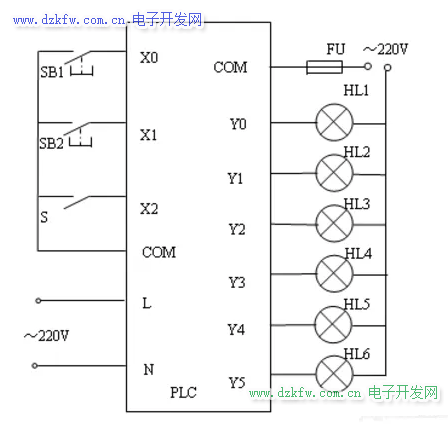
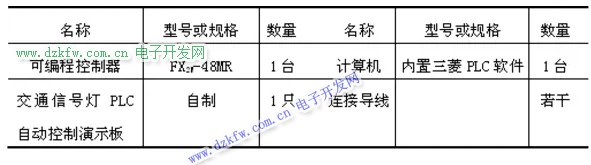
«ö░┤Ž┬═Żų╣░┤ŌoŻ¼X1ķ]║ŽŻ¼ŲõäėöÓė|³cX1ĘųäeĮėĄĮY0~Y5Ą─ŠĆ╚”╗ž┬ĘŻ¼╩╣öÓļŖŻ¼╦∙ėą¤¶£ńĪŻ═¼Ģr╩╣│╠ą“Å─MO║¾▓╗į┘ł╠ąąĪŻ 2.4 ▀\ąą▓óš{įć│╠ą“ (1)īó╠▌ą╬łD│╠ą“▌ö╚ļĄĮėŗ╦ŃÖCĪŻ(2)░┤łD9-11╦∙╩Š▀BĮė║├PLCĄ─▌ö╚ļ┼c▌ö│÷Č╦Ż¼īóPLC┼cėŗ╦ŃÖC▀BĮė║├Ż©3Ż®ī”│╠ą“▀Mąąš{įć▀\ąąĪŻ īóSķ]║ŽŻ¼░┤Ž┬åóäė░┤ŌoSB1Ż¼ė^▓ņHL1Ī½HL6Ą─ųĖ╩ŠĀŅæBĪŻīóS┤“ķ_Ż¼░┤Ž┬åóäė░┤ŌoSB1Ż¼ė^▓ņHL1Ī½HL6Ą─ųĖ╩ŠĀŅæBĪŻ░┤Ž┬═Żų╣░┤ŌoŻ¼į┘ė^▓ņHL1Ī½HL6Ą─ųĖ╩ŠĀŅæB
END
ūóęŌ╩┬ĒŚ
- │╠ą“š{įć
- ┤·┤a¤oš`
 ĘĄ╗žĒö▓┐
ĘĄ╗žĒö▓┐ ╦óą┬Ēō├µ
╦óą┬Ēō├µ Ž┬ĄĮĒōĄū
Ž┬ĄĮĒōĄū