
(1)Ęų╬÷┐žųŲę¬Ū¾Ż¼īó┐žųŲ▀^│╠Ęų│╔╚¶Ė╔éĆ(g©©)╣żū„▓ĮŻ¼├„┤_Ė„▓ĮĄ─╣”─▄Ż¼┼¬ŪÕĘųų¦Ą─ĮY(ji©”)śŗ(g©░u)Ż©╚ńå╬ą“┴ąĪó▀xō±ą“┴ąĪó▓óąąą“┴ąŻ®Ż¼┤_Č©Ė„▓ĮĄ─▐D(zhu©Żn)ōQŚl╝■Ż¼īó┐žųŲę¬Ū¾ė├╣”─▄łD▒Ē╩Š│÷üĒĪŻ
(2)┤_Č©╦∙ąĶĄ─I/O³c(di©Żn)öĄ(sh©┤)Ż¼▀xō±PLCÖC(j©®)ą═Ż¼▀M(j©¼n)ąąI/OĘų┼õĪŻ
(3)Įo├┐éĆ(g©©)▓ĮĘų┼õę╗éĆ(g©©)┐žųŲ╬╗ĪŻī”(du©¼)ė┌S7-200ŽĄ┴ąPLCŻ¼┐╔ęį▀xō±Ēśą“┐žųŲ└^ļŖŲ„SĪóā╚(n©©i)▓┐ś╦(bi©Īo)ųŠ╬╗┤µā”(ch©│)Ų„MĄ─╬╗ĪŻ
(4)Ė∙ō■(j©┤)Ēśą“╣”─▄łDŻ¼įO(sh©©)ėŗ(j©¼)│÷╠▌ą╬łD│╠ą“Ż¼ūŅ║¾Ė∙ō■(j©┤)─│ą®╠ž╩Ōę¬Ū¾Ż¼╠Ē╝ė▓┐Ęų┐žųŲ│╠ą“ĪŻ
ĪŠ└²7-6Ī┐═Ļ│╔łD7-20╦∙╩ŠĄ──│ĮM║ŽÖC(j©®)┤▓äė(d©░ng)┴”Ņ^▀M(j©¼n)Įo▀\(y©┤n)äė(d©░ng)Ą─┐žųŲ│╠ą“įO(sh©©)ėŗ(j©¼)ĪŻ
(1)│╠ą“įO(sh©©)ėŗ(j©¼)▀^│╠Ż║
ó┘└LųŲĒśą“╣”─▄łDŻ¼╚ńłD7-21╦∙╩ŠĪŻ
ó┌▀M(j©¼n)ąąI/OĘų┼õŻ¼ęŖ▒Ē7-9ĪŻĖ∙ō■(j©┤)▌ö╚ļąĶę¬4³c(di©Żn)Ż¼▌ö│÷ąĶę¬3³c(di©Żn)Ż¼┐╔ęį▀xō±S7 CPU221 AC/DC/└^ļŖŲ„ą═PLCĪŻ
ó█Įo├┐▓ĮĘų┼õ▌oų·└^ļŖŲ„ĪŻ│§╩╝▓ĮĄ─▌oų·└^ļŖŲ„×ķM0.0Ż¼Ą┌1▓ĮĄ─▌oų·└^ļŖŲ„×ķM0.1Ż¼Ą┌2▓ĮĄ─▌oų·└^ļŖŲ„×ķM0.2Ż¼Ą┌3▓ĮĄ─▌oų·└^ļŖŲ„×ķM0.3ĪŻ
▒Ē7-9 äė(d©░ng)┴”Ņ^┐žųŲŽĄĮy(t©»ng)Ą─I/OĘų┼õ▒Ē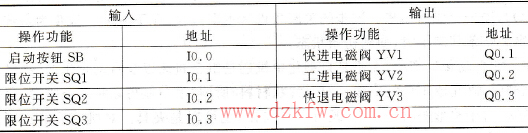
ó▄Ė∙ō■(j©┤)Ēśą“╣”─▄łDŻ¼«ŗ│÷╠▌ą╬łDŻ¼╚ńłD7-26╦∙╩ŠĪŻ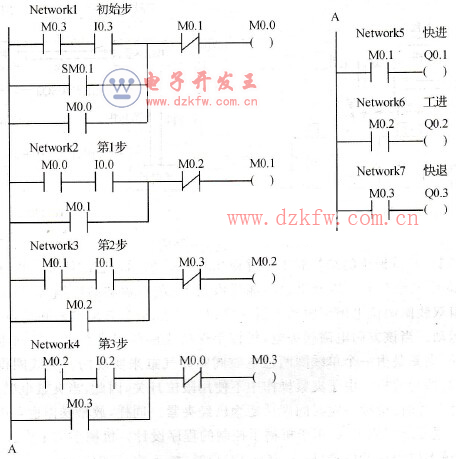
łD7-26 äė(d©░ng)┴”Ņ^┐žųŲĄ─╠▌ą╬łD
(2)╠▌ą╬łD╣żū„▀^│╠Ęų╬÷Ż║
ó┘│§╩╝▓Įäė(d©░ng)┴”Ņ^į┌įŁ╬╗Ą╚┤²Ż¼ŽĄĮy(t©»ng)╔ŽļŖĢr(sh©¬)╝ż╗Ņ│§╩╝▓ĮŻ¼▌oų·└^ļŖŲ„M0.1Ī½M0.3Š∙▓╗Ą├ļŖĪŻ
ó┌Ą┌1▓Į╩ŪŽĄĮy(t©»ng)┐ņ▀M(j©¼n)▓ĮĪŻį┌│§╩╝▓ĮM0.0╝ż╗ŅĄ─ŪķørŽ┬Ż¼░┤åóäė(d©░ng)░┤Ōo║¾Ż¼įō▓ĮŠ═│╔×ķ╗Ņäė(d©░ng)▓ĮĪŻ
ó█Ą┌2▓Į╩ŪŽĄĮy(t©»ng)╣ż▀M(j©¼n)▓ĮĪŻį┌Ą┌1▓Įš²į┌ł╠(zh©¬)ąąŻ©M0.1×ķĪ░ONĪ▒Ż®Ą─Śl╝■Ž┬Ż¼ē║Ž┬Ž▐╬╗ķ_ĻP(gu©Īn)SQ1Ż¼įō▓Įūā│╔╗Ņäė(d©░ng)▓ĮĪŻ
ó▄Ą┌3▓Į╩ŪŽĄĮy(t©»ng)┐ņ═╦▓ĮĪŻį┌Ą┌2▓Įš²į┌ł╠(zh©¬)ąą(M0.2×ķĪ░ONĪ▒)Ą─Śl╝■Ž┬Ż¼ē║Ž┬Ž▐╬╗ķ_ĻP(gu©Īn)SQ2Ż¼įō▓Įūā│╔╗Ņäė(d©░ng)▓ĮĪŻįō▓ĮĄ─ĻP(gu©Īn)öÓŚl╝■×ķ═╦╗žįŁ╬╗Ż¼ē║Ž┬SQ3ĪŻįō▓Į×ķŽĄĮy(t©»ng)ūŅ║¾ę╗▓ĮŻ¼«ö(d©Īng)ĻP(gu©Īn)öÓŚl╝■ØMūŃĢr(sh©¬)Ż¼╗žĄĮ│§╩╝ĀŅæB(t©żi)ĪŻ
į┌╣żśI(y©©)ūįäė(d©░ng)╗»╔·«a(ch©Żn)ųąŻ«¤ošō╩Ūūįäė(d©░ng)╗»å╬ÖC(j©®)▀Ć╩ŪĮM║ŽÖC(j©®)┤▓ęį╝░ūįäė(d©░ng)╗»╔·«a(ch©Żn)ŠĆŻ¼Įø(j©®ng)│Żę¬ė├ĄĮÖC(j©®)ąĄ╩ųŻ¼ęį═Ļ│╔╣ż╝■Ą─╚ĪĘ┼ĪŻī”(du©¼)ė┌Ų¼ĀŅ▓─┴ŽŻ¼╦∙ų^Ī░╩ųĪ▒Ż¼╝╚┐╔ęį╩Ūšµ┐š╬³▒PŻ¼ę▓┐╔ęį╩ŪļŖ┤┼ĶFŻ╗ī”(du©¼)ė┌░¶ą╬Ą╚▓─┴ŽŻ¼Ī░╩ųĪ▒╝╚┐╔ęį╩ŪŖAŃQŻ¼ę▓┐╔ęį╩ŪŖAŠ▀ĪŻī”(du©¼)ÖC(j©®)ąĄ╩ųĄ─┐žųŲų„ę¬╩Ū╬╗ų├ūR(sh©¬)äeĪó▀\(y©┤n)äė(d©░ng)ĘĮŽ“┐žųŲęį╝░ī”(du©¼)╬’┴Ž╩Ūʱ┤µį┌Ą─┼ąäeĪŻ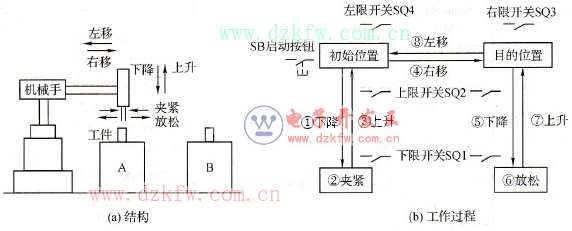
łD7-27 ÖC(j©®)ąĄ╩ų┐žųŲłD
ĪŠ└²7-7Ī┐─│ÖC(j©®)ąĄ╩ųĄ─ĮY(ji©”)śŗ(g©░u)║═╣żū„▀^│╠╚ńłD7-27╦∙╩ŠĪŻ╦³Ą─╚╬äš(w©┤)╩ŪīóA╣żū„┼_(t©ói)Ą─╣ż╝■░ß▀\(y©┤n)ĄĮB╣żū„┼_(t©ói)╔ŽĪŻÖC(j©®)ąĄ╩ų╩Ūė╔─▄╠ß╣®╔ŽŽ┬Īóū¾ėę▀\(y©┤n)äė(d©░ng)Ą─ÖC(j©®)ąĄĮM│╔Ż¼╔ŽŽ┬┼cū¾ėę▀\(y©┤n)äė(d©░ng)Ęųäeė╔ļpŠĆ╚”ā╔╬╗ļŖ┤┼ķy“ī(q©▒)äė(d©░ng)ÜŌĖūüĒīŹ(sh©¬)¼F(xi©żn)ĪŻę╗Ą®─│éĆ(g©©)ĘĮŽ“ļŖ┤┼ķyĄ├ļŖŻ¼ÖC(j©®)ąĄ╩ų螎Óæ¬(y©®ng)ĘĮŽ“▀\(y©┤n)äė(d©░ng)ĪŻ«ö(d©Īng)įōĘĮŽ“ļŖ┤┼ķy╩¦ļŖŻ¼ÖC(j©®)ąĄ╩ų▒Ż│ų«ö(d©Īng)Ū░╬╗ų├ų▒ų┴┴Ēę╗ĘĮŽ“ļŖ┤┼ķyĄ├ļŖ×ķų╣ĪŻĘ┼╦╔Ż»ŖAŠo╩Ūė╔ę╗éĆ(g©©)å╬ŠĆ╚”ā╔╬╗ļŖ┤┼ķy“ī(q©▒)äė(d©░ng)ÜŌĖūüĒīŹ(sh©¬)¼F(xi©żn)Ą─ĪŻ«ö(d©Īng)ŠĆ╚”Ą├ļŖĢr(sh©¬)╝┤×ķŖAŠoŻ¼╩¦ļŖĢr(sh©¬)╝┤×ķĘ┼╦╔ĪŻė╔ė┌ŖAŠo▓┘ū„ųą▓╗╩╣ė├Ž▐╬╗ķ_ĻP(gu©Īn)Ż¼ę“┤╦Ż¼«ö(d©Īng)ŖAŠoļŖ┤┼ķyĄ├ļŖ║¾Ż¼Š═åóäė(d©░ng)Č©Ģr(sh©¬)Ų„ėŗ(j©¼)Ģr(sh©¬)Ż¼│ų└m(x©┤)ę╗Č©Ģr(sh©¬)ķg╝┤šJ(r©©n)Č©×ķęčĮø(j©®ng)ŖAŠoĪŻ═¼śėŻ¼Ę┼╦╔▓┘ū„ę▓╩Ūė╔Č©Ģr(sh©¬)Ų„┐žųŲīŹ(sh©¬)¼F(xi©żn)Ą─ĪŻ¼F(xi©żn)ę¬Ū¾═Ļ│╔PLCė├ė┌ÖC(j©®)ąĄ╩ų┐žųŲĄ─│╠ą“įO(sh©©)ėŗ(j©¼)ĪŻÖC(j©®)ąĄ╩ųĄ─╣żū„▀^│╠╚ńŽ┬Ż║
(1)ÖC(j©®)ąĄ╩ų╬╗ė┌│§╩╝╬╗ų├Ż©ē║║ŽSQ2ĪóSQ4Ż®Ģr(sh©¬)Ż¼░┤Ž┬åóäė(d©░ng)░┤ŌoSBŻ¼Ž┬ĮĄļŖ┤┼ķyYV1Ą├ļŖŻ¼ÖC(j©®)ąĄ╩ųŽ┬ĮĄų▒ų┴ē║║ŽSQ1×ķų╣ĪŻ
(2)ŖAŠoļŖ┤┼ķyYV2Ą├ļŖŻ¼═¼Ģr(sh©¬)åóäė(d©░ng)Č©Ģr(sh©¬)Ų„Ż¼2.3s║¾╣ż╝■ŖAŠoĪŻ
(3)╔Ž╔²ļŖ┤┼ķyYV3Ą├ļŖŻ¼ÖC(j©®)ąĄ╩ųūźŲ╣ż╝■╔Ž╔²Ż¼ų▒ų┴ē║║ŽSQ2×ķų╣ĪŻ
(4)ÖC(j©®)ąĄ╩ųėęęŲļŖ┤┼ķyYV4Ą├ļŖŻ¼ÖC(j©®)ąĄ╩ųėęęŲų▒ų┴ē║║ŽSQ3ĪŻ
(5)YV1Ą├ļŖŻ¼ÖC(j©®)ąĄ╩ųŽ┬ĮĄų▒ų┴ē║║ŽSQ1ĪŻ
(6)ŖAŠoļŖ┤┼ķyYV2╩¦ļŖŻ¼Ę┼╣ż╝■ĄĮB┼_(t©ói)Ż¼2s║¾šJ(r©©n)Č©ęčĘ┼╦╔ĪŻ
(7)YV3Ą├ļŖŻ¼ÖC(j©®)ąĄ╩ų╔Ž╔²Ż¼ų▒ų┴ē║║ŽSQ2ĪŻ
(8)ÖC(j©®)ąĄ╩ųŽ“ū¾ļŖ┤┼ķyYV5Ą├ļŖŻ¼ÖC(j©®)ąĄ╩ųū¾ęŲŻ¼ų▒ų┴ē║║ŽSQ4Ż¼ÖC(j©®)ąĄ╩ų╗žĄĮįŁ³c(di©Żn)Ż¼═Ļ│╔ę╗éĆ(g©©)裣h(hu©ón)ĪŻ
Ž┬├µĖ∙ō■(j©┤)╔Ž╩÷ę¬Ū¾įO(sh©©)ėŗ(j©¼)ÖC(j©®)ąĄ╩ų┐žųŲĄ─PLC│╠ą“ĪŻ
(1)Ė∙ō■(j©┤)┐žųŲę¬Ū¾Ż¼«ŗ│÷Ēśą“╣”─▄łDŻ¼╚ńłD7-28╦∙╩ŠŻ¼┐žųŲ▀^│╠×ķå╬ę╗Ēśą“▀^│╠ĪŻ
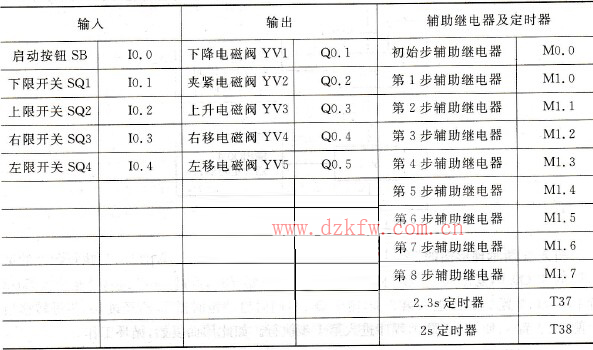
(2)▀M(j©¼n)ąąI/OĘų┼õŻ¼╚ń▒Ē7-10╦∙╩ŠĪŻĖ∙ō■(j©┤)▌ö╚ļ5³c(di©Żn)Īó▌ö│÷5³c(di©Żn)Ż¼▀xō±S7 CPU222 AC/DC/└^ļŖŲ„ą═ĪŻ
(3)Ė∙ō■(j©┤)Ēśą“╣”─▄łDŻ¼«ŗ│÷╠▌ą╬łDŻ¼╚ńłD7-29╦∙╩ŠĪŻ
łD7-28 ÖC(j©®)ąĄ╩ų┐žųŲĒśą“╣”─▄łD
łD7-29 ÖC(j©®)ąĄ╩ų┐žųŲ╠▌ą╬łD│╠ą“
▒Ē7-10 ÖC(j©®)ąĄ╩ų┐žųŲĄ─I/OĘų┼õ
 ĘĄ╗žĒö▓┐
ĘĄ╗žĒö▓┐ ╦óą┬Ēō├µ
╦óą┬Ēō├µ Ž┬ĄĮĒōĄū
Ž┬ĄĮĒōĄū