
-
ÖC(j©®)ąĄ╩ų╣żū„▀^│╠╚ńŽ┬:├┐┤╬裣h(hu©ón)äėū„Š∙Å─įŁ╬╗ķ_╩╝ĪŻķ_╩╝▀\(y©┤n)ąą║¾Ż¼╚ń╣¹ÖC(j©®)ąĄ╩ų▓╗į┌│§╩╝╬╗ų├╔ŽŻ¼▓Į▀M(j©¼n)ļŖÖC(j©®)ķ_╩╝▀\(y©┤n)▐D(zhu©Żn)Ż©ÖM▌SŽ“╩ųūźĘĮŽ“ęŲäėŻ¼žQ▌SŽ“╔ŽęŲäėŻ®ĪŻÜw╬╗║¾╩ūŽ╚ÖM▌S▓Į▀M(j©¼n)ļŖÖC(j©®)╣żū„Ż¼ÖM▌SŪ░╔ņŻ╗Ū░╔ņĄĮ╬╗║¾Ż¼╩ųūźļŖäėÖC(j©®)Ą├ļŖŻ¼Ä¦äė╩ųūźą²▐D(zhu©Żn)Ż╗«ö(d©Īng)é„ĖąŲ„Öz£yĄĮŽ▐╬╗ķ_ĻP(gu©Īn)ĢrŻ¼ļŖäėÖC(j©®)═Żų╣Ż¼PLC┐žųŲļŖ┤┼ķyäėū„Ż¼╩ųÅłķ_Ż╗čėĢrę╗Č╬ĢrķgŻ¼žQ▌S▓Į▀M(j©¼n)ļŖÖC(j©®)╣żū„Ż¼žQ▌SŽ┬ĮĄŻ╗Ž┬ĮĄĄĮ╬╗║¾Ż¼ļŖ┤┼ķyÅ═(f©┤)╬╗Ż¼╩ųū”ŖAŠoŻ╗čėĢr▀^║¾Ż¼žQ▌S╔Ž╔²Ż¼═¼ĢrÖM▌S┐s╗žĪóĄū▒PļŖÖC(j©®)ĦäėĄū▒Pą²▐D(zhu©Żn)Ż╗«ö(d©Īng)ÖM▌SĪóžQ▌SĪóĄū▒PČ╝ĄĮ╬╗║¾Ż¼ÖM▌SŪ░╔ņŻ╗ĄĮ╬╗║¾╩ųū”ą²▐D(zhu©Żn)Ż¼╚╗║¾žQ▌SŽ┬ĮĄŻ¼ļŖ┤┼ķyäėū„Ż¼╩ųū”Åłķ_Ż╗čėĢr║¾žQ▌S╔Ž╔²Å═(f©┤)╬╗Ż¼╚╗║¾ķ_╩╝Ž┬ę╗ų▄Ų┌äėū„ĪŻ
łDŲ¼╩ŪS7-200 CPU226Ą─Č╦ūė╣▄─_łD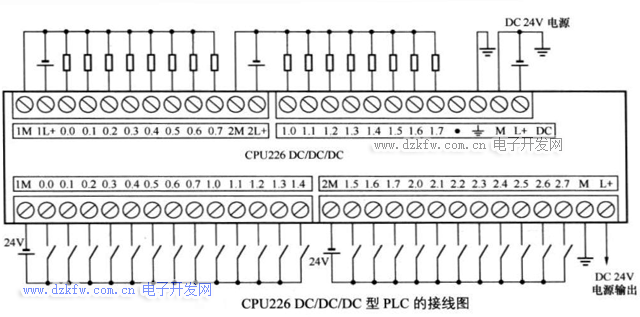
- I/O▒Ē╚ńŽ┬Ż║

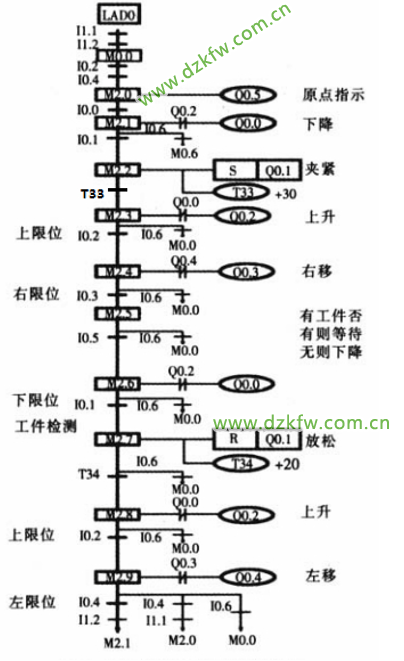
╩ųäė│╠ą“ĪŻ╩ųäė│╠ą“Ęų×ķ³c(di©Żn)äė┐žųŲ║═å╬▓Į┐žųŲā╔▓┐ĘųŻ¼╩ųäė▓┘ū„▓╗ąĶę¬░┤╣żą“Ēśą“äėū„Ż¼░┤Ųš═©└^ļŖŲ„│╠ą“üĒįO(sh©©)ėŗ(j©¼)ĪŻ╩ųäė▓┘ū„Ą─╠▌ą╬łD╚ńłD╦∙╩ŠĪŻ╩ųäė░┤ŌoI0.7ĪóI1.3Ī¬I2.1Ęųäe┐žųŲŽ┬ĮĄĪó╔Ž╔²ĪóėęęŲĪóū¾ęŲĪóŖAŠoĪóĘ┼╦╔║═╗žįŁ³c(di©Żn)Ė„éĆäėū„ĪŻ×ķ┴╦▒ŻūCŽĄĮy(t©»ng)Ą─░▓╚½▀\(y©┤n)ąąįO(sh©©)ų├┴╦ę╗ą®▒žę¬Ą─▀BµiĪŻŲõųąį┌ū¾ĪóėęęŲäėĄ─╠▌ą╬łDųą╝ė╚ļ┴╦I0.2ū„×ķ╔ŽŽ▐▀BµiŻ¼ę“?y©żn)ķÖC(j©®)ąĄ╩ųų╗ėą╠Äė┌╔ŽŽ▐╬╗ų├ĢrŻ¼▓┼į╩įSū¾ėęęŲäėŻ¼ė╔ė┌ŖAŠoĪóĘ┼╦╔Īóäėū„╩Ūė├Č■╬╗╬Õ═©ļŖ┤┼ōQŽ“ķyĄ─CY3-1ļŖ┤┼ŠĆ╚”┐žųŲŻ¼╣╩į┌╠▌ą╬łDųąė├Ī░ų├╬╗Ī▒ĪóĪ░Å═(f©┤)╬╗Ī▒ųĖ┴ŅŻ¼╩╣ų«ėą▒Ż│ų╣”─▄ĪŻęįŽ┬╩Ū╩ųäė▓┘ū„│╠ą“╠▌ą╬łDŻ¼╚ńŽ┬łD╦∙╩ŠŻ║

-
ūįäė│╠ą“ĪŻė╔ė┌ūįäė▓┘ū„Ą─äėū„▌^Å═(f©┤)ļsŻ¼▓╔ė├Ēśą“╣”─▄łDįO(sh©©)ėŗ(j©¼)Ę©įO(sh©©)ėŗ(j©¼)│╠ą“Ż¼ė├ęį▒Ē├„äėū„Ą─Ēśą“║═▐D(zhu©Żn)ōQŚl╝■Ż¼Šžą╬┐“▒Ē╩ŠĪ░╣ż▓ĮĪ▒,ŽÓÓÅā╔╣ż▓Įė├ŠĆČ╬▀BĮėŻ¼▒Ē├„▐D(zhu©Żn)ōQĄ─ĘĮŽ“ĪŻÖMŠĆ▒Ē╩Š▐D(zhu©Żn)ōQĄ─Śl╝■ĪŻ╚¶▐D(zhu©Żn)ōQŚl╝■Ą├ĄĮØMūŃät│╠ą“Å─╔Žę╗╣ż▓Į▐D(zhu©Żn)ĄĮŽ┬ę╗╣ż▓ĮĪŻĖ∙ō■(j©┤)Ēśą“╣”─▄łD┐╔ęįĘĮ▒ŃĄ─▐D(zhu©Żn)ōQ×ķ╠▌ą╬łD│╠ą“Ż¼ŲõĒśą“╣”─▄łD╚ńŽ┬łD╦∙╩ŠŻ║
 ĘĄ╗žĒö▓┐
ĘĄ╗žĒö▓┐ ╦óą┬Ēō├µ
╦óą┬Ēō├µ Ž┬ĄĮĒōĄū
Ž┬ĄĮĒōĄū