
į┌╣żśI╔·«a▀^│╠ųąŻ¼įSČÓ╔·«aÖCąĄ╩Ūė╔2┼_ęį╔ŽĄ─ļŖäėÖC═ŽäėĄ─Ż¼▓óŪęī”Ė„┼_ļŖäėÖCĄ─▀\ąąĒśą“ėąę╗Č©Ą─ę¬Ū¾Ż¼╚ńĮī┘ŪąŽ„ÖC┤▓│Żę¬Ū¾Ž╚Ųäėė═▒├ļŖäėÖCį┘Ųäėų„▌SļŖäėÖCŻ¼Č°ėąĄ─ÖCąĄę¬Ū¾ų„▌SļŖäėÖCŲäė║¾▓┼─▄Ųäė▀MĮoļŖäėÖCĪŻļSų°╔·«aĄ─ąĶ꬯¼╚╦éāī”╔·«aÖCąĄĄ─į┤äė┴”ėą┴╦Ė³ć└Ė±Ą─Īóą┬Ą─ę¬Ū¾Ż¼é„ĮyĄ─└^ļŖŲ„Ēśą“┐žųŲęč▓╗─▄▀mæ¬╔·«aĄ─ąĶę¬ĪŻ
1 └^ļŖŲ„Ēśą“┐žųŲ
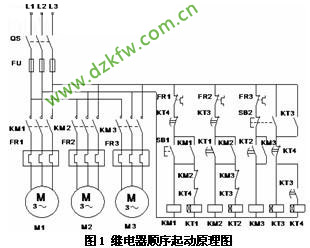
└^ļŖŲ„Ēśą“ŲäėįŁ└Ē╚ńłD1╦∙╩ŠĪŻĮ╗┴„Įėė|Ų„KM1ĪóKM2ĪóKM3Ęųäe┐žųŲ3┼_╩¾╗\ļŖäėÖCM1ĪóM2║═M3ĪŻŲõ╣żū„▀^│╠╩ŪŻ║░┤Ž┬Ųäė░┤ŌoSB1Ż¼Į╗┴„Įėė|Ų„KM1║═Ģrķg└^ļŖŲ„KT1ā╔ŠĆ╚”Ą├ļŖŻ¼ų„ļŖ┬Ęų„ė|Ņ^KM1ķ]║ŽŻ¼ļŖäėÖCM1Ųäė▓óčėĢrŻ¼Įø▀^ę╗Č©Ģrķg║¾Ż¼│Żķ_KT1ķ]║ŽŻ¼ŠĆ╚”KM2║═KT2Ą├ļŖŻ¼ļŖÖCM2ŲäėŻ¼į┘Įø▀^ę╗Č©ĢrķgĄ─čėĢrŻ¼│Żķ_KT2ķ]║ŽŻ¼ŠĆ╚”KM3Ą├ļŖŻ¼M3ŲäėŻ╗«öļŖäėÖCąĶę¬═Żų╣ĢrŻ¼░┤═Żų╣░┤ŌoSB2,╩ūŽ╚M3═Żų╣Ż¼Įø▀^KT3čėĢr║¾Ż¼│Żķ]KT3öÓķ_Ż¼M2═Żų╣Ż¼Įø▀^KT4čėĢrŻ¼M1═Żų╣ĪŻ▀@śėŠ═īŹ¼F┴╦3┼_ļŖÖCĄ─Ēśą“Ųäė║═─µą“═Żų╣ĪŻ▀@ĘNé„ĮyĄ─└^ļŖŲ„┐žųŲĘĮ╩Į╩╣ė├Ą─ļŖÜŌį¬╝■¾wĘe┤¾Īóė|³cČÓĪó╣╩šŽ┬╩Ė▀Īó╣”─▄Ė─ūā┬ķ¤®Ż¼▓óŪęļŖäėÖCĄ─Ųäėąį─▄║▄ļyØMūŃĪŻļSų°PLC╝╝ąg║═ļŖ┴”ļŖūė╝╝ągĄ─░lš╣Ż¼╩╣ė├PLC║═ūāŅlŲ„▀MąąļŖäėÖCĄ─Ēśą“▀\ąą┐žųŲęč│╔×ķ▒ž╚╗┌ģä▌ĪŻ
2.1 ė▓╝■įŁ└ĒłD
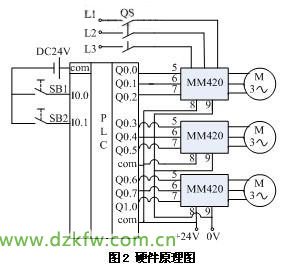
Ė─įņ║¾Ą─ŽĄĮy▓╔ė├S7-200 PLCĪó╬„ķTūėMM420ūāŅlŲ„Ż¼Ė─įņĘĮ░Ėė▓╝■įŁ└ĒłD╚ńłD2╦∙╩ŠĪŻ
2.2 ╣”─▄╠ž³c
(1)└^ļŖŲ„Įėė|Ų„┐žųŲ╚½▓┐ė├ė▓Ų„╝■Īóė▓ė|³c║═Ī░ė▓Ī▒ŠĆ▀BĮėŻ¼×ķ╚½ė▓╝■┐žųŲŻ╗PLCā╚▓┐┤¾▓┐Ęų▓╔ė├Ī░▄øĪ▒ļŖŲ„ĪóĪ░▄øĪ▒Įė³c║═Ī░▄øĪ▒ŠĆ▀BĮėŻ¼×ķ▄ø╝■┐žųŲĪŻ
(2)└^ļŖŲ„Įėė|Ų„┐žųŲŽĄĮy╩╣ė├ļŖŲ„ČÓŻ¼¾wĘe┤¾Ūę╣╩šŽ┬╩┤¾Ż╗PLC┐žųŲŽĄĮyĮYśŗŠo£ÉŻ¼╩╣ė├ļŖŲ„╔┘Ż¼¾wĘeąĪĪŻ
(3)└^ļŖŲ„Įėė|Ų„┐žųŲ╚½×ķÖCąĄ╩Įė|³cŻ¼äėū„┬²Ż¼╗Ī╣ŌĘ┼ļŖć└ųžŻ╗PLCā╚▓┐╚½×ķĪ░▄øĮė³cĪ▒äėū„čĖ╦┘ĪŻ
(4)└^ļŖŲ„Įėė|Ų„┐žųŲ╣”─▄Ė─ūāŻ¼ąĶ▓ŠĆĮėŠĆ─╦ų┴Ė³ōQį¬Ų„╝■Ż¼▒╚▌^┬ķ¤®Ż╗PLC┐žųŲ╣”─▄Ė─ūāŻ¼ę╗░Ńų╗ąĶą▐Ė─│╠ą“▒Ń┐╔Ż¼śOŲõĘĮ▒ŃĪŻ
(5)└^ļŖŲ„Įėė|Ų„Ēśą“┐žųŲīŹ¼FļŖäėÖCĄ─ŲĪó═Ż▒╚▌^╚▌ęūŻ¼Ą½ę¬ØMūŃŲĪó═ŻĄ─ąį─▄ųĖś╦║═š{╦┘Ą─ę¬Ū¾╩ŪĘŪ│ŻĘ▒¼Ź║═┬ķ¤®Ą─Ż¼╔§ų┴─│ą®ąį─▄ųĖś╦Ė∙▒Š¤oĘ©▀_ĄĮę¬Ū¾Ż╗PLCĒśą“┐žųŲ╚▌ęūīŹ¼FļŖäėÖCĄ─ŲĪó═Ż║═š{╦┘Ą╚ąį─▄ę¬Ū¾ĪŻ
PLCĒśą“┐žųŲĄ─Ą┌5éĆ╣”─▄╠ž³c╩ŪPLCĒśą“┐žųŲĄ─ā×ä▌╦∙į┌Ż¼įō╣”─▄╠ž³cČ╝╩Ū═©▀^ī”MM420Ą─įOų├īŹ¼FĄ─ĪŻ
(1)ļŖäėÖCĄ─ŲĪó═ŻĢrķgĪŻš{š¹P1120Ż©ą▒Ų┬╔Ž╔²ĢrķgŻ®Ą─įOČ©ųĄīŹ¼FļŖäėÖCÅ─ņoų╣╝ė╦┘ĄĮūŅ┤¾ļŖäėÖCŅl┬╩╦∙ąĶĄ─ĢrķgŻ╗š{š¹P1121Ż©ą▒Ų┬Ž┬ĮĄĢrķgŻ®Ą─įOČ©ųĄīŹ¼FļŖäėÖCÅ─ŲõūŅ┤¾Ņl┬╩£p╦┘ĄĮņoų╣═Ż▄ć╦∙ąĶĄ─ĢrķgĪŻ
(2) ļŖäėÖCĄ─š²Ę┤▐DĪŻīŹ¼FĘĮĘ©ėąā╔ĘNŻ║═©▀^š{š¹P0701ĪóP0702║═P0703Ą─įOČ©ųĄüĒīŹ¼FŻ¼«öįO×ķ1╩ŪĪ░ONĮė═©š²▐DŻ¼OFF═Żų╣Ī▒Ż¼įO×ķ2╩ŪĪ░ONĮė═©Ę┤▐DŻ¼OFF═Żų╣Ī▒Ż╗═©▀^įOČ©Ą─Ņl┬╩š²žōųĄüĒīŹ¼FŻ¼Ņl┬╩įO×ķš²ųĄŻ¼ļŖäėÖCš²▐DŻ╗Ņl┬╩įO×ķžōųĄŻ¼ļŖäėÖCĘ┤▐DĪŻ
(3)ļŖäėÖCĄ─š{╦┘ĪŻMM420Ą─5Īó6Īó7Č╦ūėįOČ©│╔ČÓČ╬╦┘Ż¼┐é╣▓─▄īŹ¼F7ĘN╦┘Č╚Ą─ūāōQĪŻģóöĄįOČ©Ż║P0004=7Ż╗ P0701=17Ż╗P0702=17Ż╗P0703=17Ż╗P1001~ P1007įOų├╣╠Č©Ņl┬╩Ż©ė├æ¶Ė∙ō■ąĶę¬▀xō±Ż®ĪŻ
2.4 ┐žųŲ│╠ą“
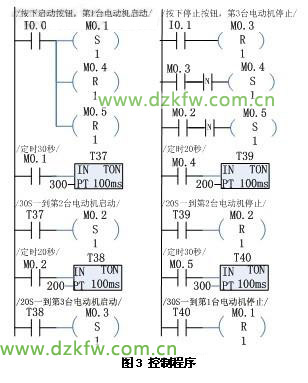
MM420Ą─ģóöĄįOČ©║├║¾ė├PLCĄ─Q0.0~Q1.0▌ö│÷┐┌Ęųäe┐žųŲ3éĆūāŅlŲ„Ą─5Īó6Īó7Č╦ūėŻ©╚ń╣¹ų╗ė├1éĆ╗“š▀2éĆŻ¼▓╗ė├Ą─Č╦ūė▓╗Įė╝┤┐╔Ż®ĪŻPLCĒśą“┐žųŲĄ─ų„ę¬│╠ą“╚ńłD3╦∙╩ŠĪŻM0.1┐žųŲĄ┌ę╗┼_ļŖäėÖCĄ─▀\ąąŪķørŻ¼M0.2┐žųŲĄ┌Č■┼_ļŖäėÖCĄ─▀\ąąŪķørĪŁĪŁĪŻ«öM0.1ėą▌ö│÷ĢrŻ¼ķ_åóĄ┌ę╗┼_ūāŅlŲ„Ż¼ļŖäėÖC1ķ_╩╝╣żū„Ż╗«öM0.2ėą▌ö│÷ĢrŻ¼ķ_åóĄ┌Č■┼_ūāŅlŲ„Ż¼ļŖäėÖC2ķ_╩╝╣żū„Ż╗«öM0.3ėą▌ö│÷ĢrŻ¼ķ_åóĄ┌╚²┼_ūāŅlŲ„Ż¼ļŖäėÖC3ķ_╩╝╣żū„ĪŻĘ┤ų«Ż¼«öM0.1¤o▌ö│÷ĢrŻ¼ĻPķ]Ą┌ę╗┼_ūāŅlŲ„Ż¼ļŖäėÖC1═Żų╣╣żū„ĪŁĪŁĪŻ
į┌ŠÄ│╠Ģrę¬ūóęŌŻ║«ö░┤Ž┬Ųäė░┤ŌoĢrŻ¼ę╗Č©ę¬ĮoM0.4║═M0.5ų├Ī░0Ī▒Ż¼Ę±ätĢ■│÷¼FM0.2ĪóM0.3═¼Ģrų├Ī░0Ī▒║═ų├Ī░1Ī▒Ą─ŪķørŻ¼▀@śėļŖäėÖC¤oĘ©╣żū„ĪŻ
3 ĮYšZ
▓╔ė├PLC║═ūāŅlŲ„īŹ¼FļŖÖC┐žųŲŻ¼╠žäe╩Ūī”╣żū„ŁhŠ│Śl╝■▌^É║┴ėĄ─╣żĄVŲ¾śI╩Ūę╗ĒŚ├„ųŪų«┼eĪŻ╗∙ė┌MM420Ą─PLCĒśą“┐žųŲĮøīŹ█`ūC├„═Ļ╚½─▄ØMūŃ┐žųŲę¬Ū¾ĪŻ
 ĘĄ╗žĒö▓┐
ĘĄ╗žĒö▓┐ ╦óą┬Ēō├µ
╦óą┬Ēō├µ Ž┬ĄĮĒōĄū
Ž┬ĄĮĒōĄū