
ā╔ĘNę║¾w╗ņ║Žčbų├╚ńłD5-5╦∙╩ŠŻ¼YV1ĪóYV2Ęųäe×ķAĪóBę║¾wūó╚ļ┐žųŲļŖ┤┼ķyŻ¼ļŖ┤┼ķyŠĆ╚”═©ļŖĢr┤“ķ_Ż¼ę║¾w┐╔ęį┴„╚ļŻ¼YV3×ķCę║¾w┴„│÷┐žųŲļŖ┤┼ķyŻ¼HĪóMĪóLĘųäe×ķĖ▀ĪóųąĪóĄ═ę║╬╗é„ĖąŲ„Ż¼M×ķöć░ĶļŖäėÖCŻ¼═©▀^“īäėöć░Ķ▓┐╝■ą²▐D╩╣AĪóBę║¾w│õĘų╗ņ║ŽŠ∙ä“ĪŻ
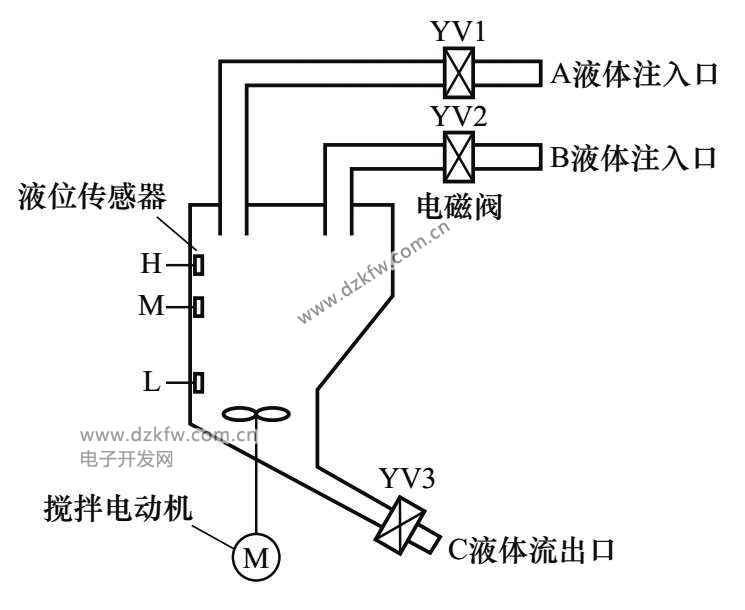
łD5-5 ā╔ĘNę║¾w╗ņ║Žčbų├
ę║¾w╗ņ║Žčbų├┐žųŲę¬Ū¾╚ńŽ┬ĪŻ
ó┘čbų├Ą─╚▌Ų„│§╩╝ĀŅæBæ¬×ķ┐šĄ─Ż¼╚²éĆļŖ┤┼ķyČ╝ĻPķ]Ż¼ļŖäėÖCM═Ż▐DĪŻ░┤Ž┬åóäė░┤ŌoŻ¼YV1ļŖ┤┼ķy┤“ķ_Ż¼ūó╚ļAę║¾wŻ¼«öAę║¾wĄ─ę║╬╗▀_ĄĮM╬╗ų├ĢrŻ¼YV1ĻPķ]Ż╗╚╗║¾YV2ļŖ┤┼ķy┤“ķ_Ż¼ūó╚ļBę║¾wŻ¼«öBę║¾wĄ─ę║╬╗▀_ĄĮH╬╗ų├ĢrŻ¼YV2ĻPķ]Ż╗Įėų°ļŖäėÖCMķ_╩╝▀\▐Döć░Ķ20sŻ¼╚╗║¾YV3ļŖ┤┼ķy┤“ķ_Ż¼Cę║¾wŻ©AĪóB╗ņ║Žę║Ż®┴„│÷Ż¼«öCę║¾wĄ─ę║╬╗Ž┬ĮĄĄĮL╬╗ų├ĢrŻ¼ķ_╩╝20sėŗĢrŻ¼į┌┤╦Ų┌ķgCę║¾w╚½▓┐┴„│÷Ż¼20s║¾YV3ĻPķ]Ż¼ę╗éĆ═Ļš¹Ą─ų▄Ų┌═Ļ│╔ĪŻęį║¾ūįäėųžÅ═╔Ž╩÷▀^│╠ĪŻ
ó┌«ö░┤Ž┬═Żų╣░┤Ōo║¾Ż¼čbų├ę¬═Ļ│╔ę╗éĆų▄Ų┌▓┼═Żų╣ĪŻ
ó█┐╔ęįė├╩ųäėĘĮ╩Į┐žųŲAĪóBę║¾wĄ─ūó╚ļ║═Cę║¾wĄ─┴„│÷Ż¼ę▓┐╔ęį╩ųäė┐žųŲöć░ĶļŖäėÖCĄ─▀\▐DĪŻ
┤_Č©▌ö╚ļ/▌ö│÷įOéõŻ¼▓ó×ķŲõĘų┼õ║Ž▀mĄ─I/OČ╦ūė
ę║¾w╗ņ║Žčbų├┐žųŲ▓╔ė├Ą─▌ö╚ļ/▌ö│÷įOéõ║═ī”æ¬Ą─PLCČ╦ūėęŖ▒Ē5-2ĪŻ
▒Ē5-2 ę║¾w╗ņ║Žčbų├┐žųŲ▓╔ė├Ą─▌ö╚ļ/▌ö│÷įOéõ║═ī”æ¬Ą─PLCČ╦ūė


└LųŲ┐žųŲŠĆ┬ĘłD
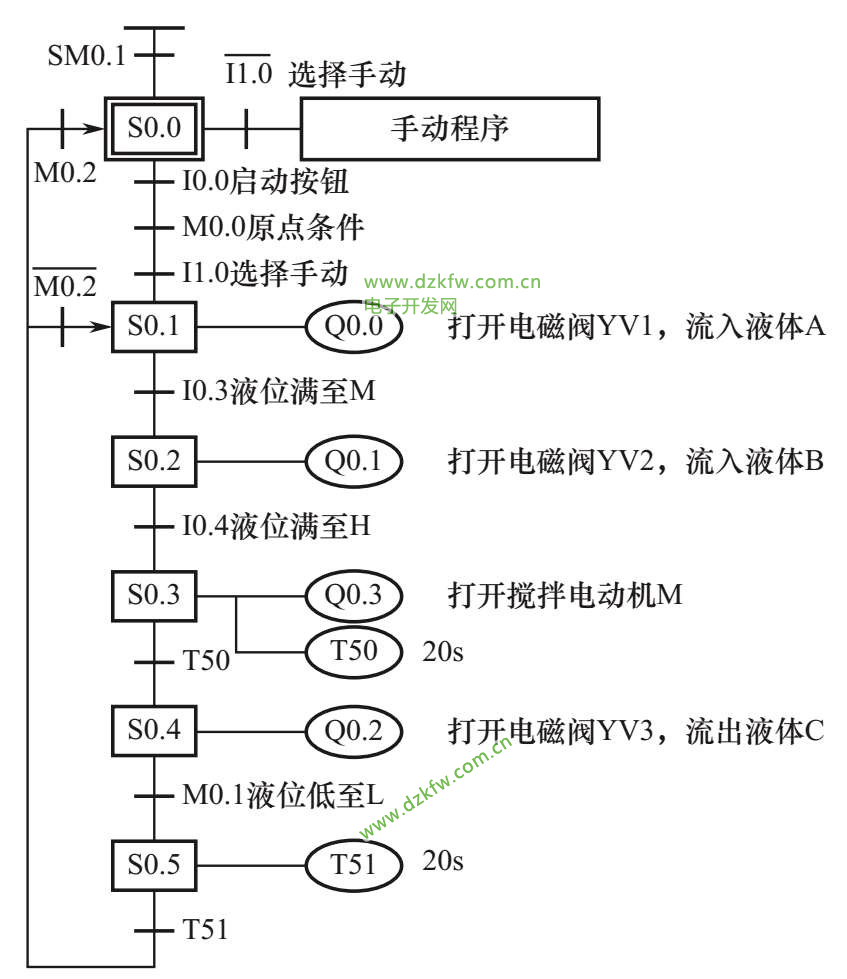
łD5-6╦∙╩Š×ķę║¾w╗ņ║Žčbų├Ą─PLC┐žųŲŠĆ┬ĘłDĪŻ

łD5-6 ę║¾w╗ņ║Žčbų├Ą─PLC┐žųŲŠĆ┬ĘłD
ŠÄīæPLC┐žųŲ│╠ą“
1Ż®└LųŲĀŅæB▐DęŲłD
į┌ŠÄīæ▌^Å═ļsĄ─▓Į▀M│╠ą“ĢrŻ¼Į©ūhŽ╚└LųŲĀŅæB▐DęŲłDŻ¼į┘░┤ĀŅæB▐DęŲłDĄ─┐“╝▄└LųŲ╠▌ą╬łDĪŻSTEP 7-Micro/WIN SMARTŠÄ│╠▄ø╝■▓╗Š▀éõĀŅæB▐DęŲłD└LųŲ╣”─▄Ż¼ę“┤╦┐╔▓╔ė├╩ų╣ż╗“ĮĶų·ę╗░ŃĄ─łDą╬▄ø╝■└LųŲĀŅæB▐DęŲłDĪŻ
łD5-7╦∙╩Š×ķę║¾w╗ņ║Žčbų├┐žųŲĄ─ĀŅæB▐DęŲłDĪŻ
łD5-7 ę║¾w╗ņ║Žčbų├┐žųŲĄ─ĀŅæB▐DęŲłD
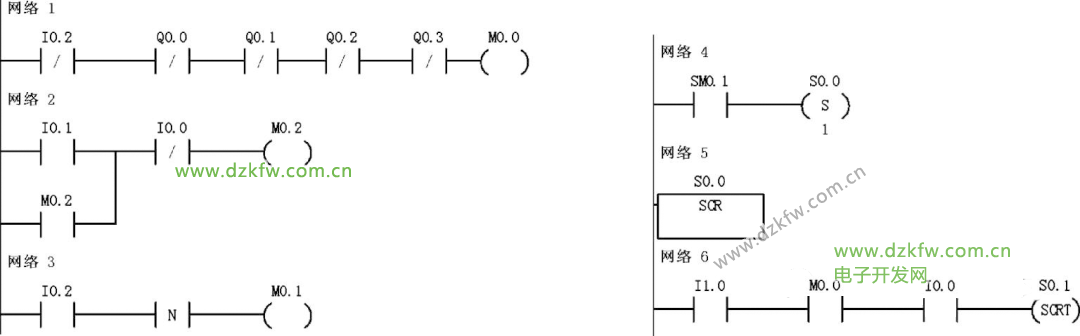
2Ż®└LųŲ╠▌ą╬łD
åóäėŠÄ│╠▄ø╝■Ż¼░┤ššłD5-7╦∙╩ŠĄ─ĀŅæB▐DęŲłDŠÄīæ╠▌ą╬łD│╠ą“Ż¼╚ńłD5-8╦∙╩ŠĪŻ
Ž┬├µī”ššłD5-6╦∙╩Š┐žųŲŠĆ┬ĘüĒšf├„łD5-8╦∙╩Š╠▌ą╬łDĄ─╣żū„įŁ└ĒĪŻ
ę║¾w╗ņ║Žčbų├ėąūįäė║═╩ųäėā╔ĘN┐žųŲĘĮ╩ĮŻ¼╦³ė╔ķ_ĻPQSüĒøQČ©Ż©QSķ]║ŽĪ¬Ī¬ūįäė┐žųŲŻ╗QSöÓķ_Ī¬Ī¬╩ųäė┐žųŲŻ®ĪŻę¬ūīčbų├╣żū„į┌ūįäė┐žųŲĘĮ╩ĮŻ¼│²┴╦ķ_ĻPQSæ¬ķ]║Ž═ŌŻ¼čbų├▀ĆĒÜØMūŃūįäė┐žųŲĄ─│§╩╝Śl╝■Ż©ėųĘQįŁ³cŚl╝■Ż®Ż¼Ę±ätŽĄĮyīó¤oĘ©▀M╚ļūįäė┐žųŲĘĮ╩ĮĪŻčbų├Ą─įŁ³cŚl╝■╩ŪLĪóMĪóHę║╬╗é„ĖąŲ„Ą─ķ_ĻPSQ1ĪóSQ2ĪóSQ3Š∙öÓķ_Ż¼ļŖ┤┼ķyYV1ĪóYV2ĪóYV3Š∙ĻPķ]Ż¼ļŖäėÖCM═Ż▐DĪŻ
Ż©1Ż®Öz£yįŁ³cŚl╝■ĪŻ
łD5-8╦∙╩Š╠▌ą╬łDųąĄ─Ż█1Ż▌│╠ą“ė├üĒÖz£yįŁ³cŚl╝■Ż©╗“ĘQ│§╩╝Śl╝■Ż®ĪŻį┌åóäėūįäė┐žųŲŪ░Ż¼╚¶čbų├ųąĄ─ę║¾w╬┤┼┼═ĻŻ¼╗“š▀ļŖ┤┼ķyYV1ĪóYV2ĪóYV3║═ļŖäėÖCMėąę╗éĆ╗“ČÓéĆ╠Äė┌Ą├ļŖ╣żū„ĀŅæBŻ¼╝┤▓╗ØMūŃįŁ³cŚl╝■Ż¼ŽĄĮyīó¤oĘ©▀M╚ļūįäė┐žųŲ╣żū„ĀŅæBĪŻ
│╠ą“Öz£yįŁ³cŚl╝■Ą─ĘĮĘ©Ż║╚¶čbų├ųąĄ─Cę║¾w╬╗ų├Ė▀ė┌é„ĖąŲ„LĪ·SQ1ķ]║ŽĪ·Ż█1Ż▌I0.2│Żķ]ė|³cöÓķ_Ż¼M0.0ŠĆ╚”¤oĘ©Ą├ļŖŻ╗╗“š▀─│įŁę“ūīQ0.0Ī½Q0.3ŠĆ╚”ųąĄ─ę╗éĆ╗“ČÓéĆ╠Äė┌Ą├ļŖĀŅæBŻ¼Ģ■╩╣ļŖ┤┼ķyYV1ĪóYV2ĪóYV3╗“ļŖäėÖCM╠Äė┌═©ļŖ╣żū„ĀŅæBŻ¼═¼ĢrĢ■╩╣Q0.0Ī½Q0.3│Żķ]ė|³cöÓķ_Č°ūīM0.0ŠĆ╚”¤oĘ©Ą├ļŖŻ╗Ż█6Ż▌M0.0│Żķ_ė|³cöÓķ_Ż¼¤oĘ©ī”ĀŅæB└^ļŖŲ„S0.1ų├╬╗Ż¼ę▓Š═▓╗Ģ■▐DęŲł╠ąąÅ─S0.1│╠ą“Č╬ķ_╩╝Ą─ūįäė┐žųŲ│╠ą“ĪŻ
╚ń╣¹╩Ūę“×ķCę║¾w╬┤┼┼═ĻČ°╩╣čbų├▓╗ØMūŃūįäė┐žųŲĄ─įŁ³cŚl╝■Ż¼┐╔╩ų╣ż▓┘ū„SB5░┤ŌoŻ¼╩╣Ż█7Ż▌I1.3│Żķ_ė|³cķ]║ŽŻ¼Q0.2ŠĆ╚”Ą├ļŖŻ¼Įėė|Ų„KM3ŠĆ╚”Ą├ļŖŻ¼KM3ė|³cŻ©łD5-6ųą╬┤«ŗ│÷Ż®ķ]║ŽŻ¼Įė═©ļŖ┤┼ķyYV3ŠĆ╚”ļŖį┤Ż¼YV3┤“ķ_Ż¼īóCę║¾wÅ─čbų├╚▌Ų„ųąĘ┼═ĻŻ¼ę║╬╗é„ĖąŲ„LĄ─SQ1öÓķ_Ż¼Ż█1Ż▌I0.2│Żķ]ė|³cķ]║ŽŻ¼M0.0ŠĆ╚”Ą├ļŖŻ¼Å─Č°ØMūŃūįäė┐žųŲ╦∙ąĶĄ─įŁ³cŚl╝■ĪŻ
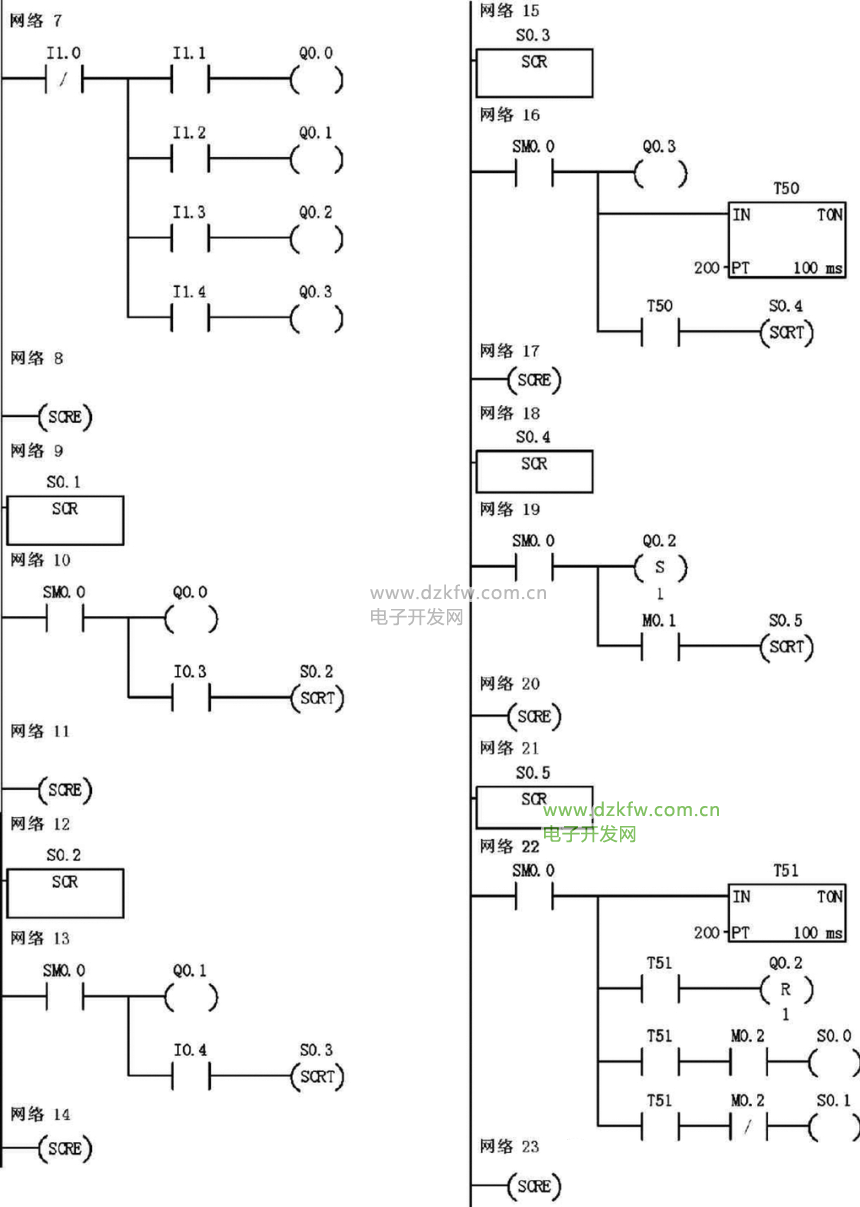
łD5-8 ę║¾w╗ņ║Žčbų├┐žųŲ╠▌ą╬łD│╠ą“
Ż©2Ż®ūįäė┐žųŲ▀^│╠ĪŻ
į┌åóäėūįäė┐žųŲŪ░Ż¼ąĶę¬ū÷ę╗ą®£╩éõ╣żū„Ż¼░³└©▓┘ū„£╩éõ║═│╠ą“£╩éõĪŻ
ó┘▓┘ū„£╩éõŻ║īó╩ųäė/ūįäėŪąōQķ_ĻPQSķ]║ŽŻ¼▀xō±ūįäė┐žųŲĘĮ╩ĮŻ¼łD5-8 ųąŻ█6Ż▌I1.0│Żķ_ė|³cķ]║ŽŻ¼×ķĮė═©ūįäė┐žųŲ│╠ą“Č╬ū÷£╩éõŻ╗Ż█7Ż▌I1.0│Żķ]ė|³cöÓķ_Ż¼ŪąöÓ╩ųäė┐žųŲ│╠ą“Č╬ĪŻ
ó┌│╠ą“£╩éõŻ║į┌åóäėūįäė┐žųŲŪ░Ż¼Ż█1Ż▌│╠ą“Ģ■Öz£yįŁ³cŚl╝■Ż¼╚¶ØMūŃįŁ³cŚl╝■Ż¼ät▌oų·└^ļŖŲ„ŠĆ╚”M0.0Ą├ļŖŻ¼Ż█6Ż▌M0.0│Żķ_ė|³cķ]║ŽŻ¼×ķĮė═©ūįäė┐žųŲ│╠ą“Č╬ū÷£╩éõĪŻ┴Ē═ŌŻ¼į┌PLCäéåóäėĢrŻ¼Ż█4Ż▌SM0.1ė|³cūįäėĮė═©ę╗éĆÆ▀├Ķų▄Ų┌Ż¼Ī░S S0.0Ż¼ 1Ī▒ųĖ┴Ņł╠ąąŻ¼īóĀŅæB└^ļŖŲ„S0.0ų├╬╗Ż¼╩╣│╠ą“▐DęŲų┴S0.0│╠ą“Č╬Ż¼ę▓×ķĮė═©ūįäė┐žųŲ│╠ą“Č╬ū÷£╩éõĪŻ
ó█åóäėūįäė┐žųŲŻ║░┤Ž┬åóäė░┤ŌoSB1Ī·Ż█6Ż▌I0.0│Żķ_ė|³cķ]║ŽĪ·ł╠ąąĪ░SCRT S0.1Ī▒ųĖ┴ŅŻ¼│╠ą“▐DęŲų┴S0.1│╠ą“Č╬Ī·ė╔ė┌Ż█10Ż▌SM0.0ė|³cį┌S0.1│╠ą“Č╬▀\ąąŲ┌ķg╩╝ĮKķ]║ŽŻ¼Q0.0ŠĆ╚”Ą├ļŖĪ·Q0.0Č╦ūėā╚ė▓ė|³cķ]║ŽĪ·KM1ŠĆ╚”Ą├ļŖĪ·ų„ļŖ┬ĘųąKM1ų„ė|³cķ]║ŽŻ©łD5-6ųą╬┤«ŗ│÷ų„ļŖ┬Ę▓┐ĘųŻ®Ī·ļŖ┤┼ķyYV1ŠĆ╚”═©ļŖŻ¼ķyķT┤“ķ_Ż¼ūó╚ļAę║¾wĪ·«öAę║¾wĖ▀Č╚ĄĮ▀_ę║╬╗é„ĖąŲ„M╬╗ų├ĢrŻ¼é„ĖąŲ„ķ_ĻPSQ2ķ]║ŽĪ·Ż█10Ż▌I0.3│Żķ_ė|³cķ]║ŽĪ·ł╠ąąĪ░SCRT S0.2Ī▒ųĖ┴ŅŻ¼│╠ą“▐DęŲų┴S0.2│╠ą“Č╬Ż©═¼ĢrS0.1│╠ą“Č╬Å═╬╗Ż®Ī·ė╔ė┌Ż█13Ż▌SM0.0ė|³cį┌S0.2│╠ą“Č╬▀\ąąŲ┌ķg╩╝ĮKķ]║ŽŻ¼Q0.1ŠĆ╚”Ą├ļŖŻ¼S0.1│╠ą“Č╬Å═╬╗╩╣Q0.0ŠĆ╚”╩¦ļŖĪ·Q0.0ŠĆ╚”╩¦ļŖ╩╣ļŖ┤┼ķyYV1ķyķTĻPķ]Ż¼Q0.1ŠĆ╚”Ą├ļŖ╩╣ļŖ┤┼ķyYV2ķyķT┤“ķ_Ż¼ūó╚ļBę║¾wĪ·«öBę║¾wĖ▀Č╚ĄĮ▀_ę║╬╗é„ĖąŲ„H╬╗ų├ĢrŻ¼é„ĖąŲ„ķ_ĻPSQ3ķ]║ŽĪ·Ż█13Ż▌I0.4│Żķ_ė|³cķ]║ŽĪ·ł╠ąąĪ░SCRT S0.3Ī▒ųĖ┴ŅŻ¼│╠ą“▐DęŲų┴S0.3│╠ą“Č╬Ī·Ż█16Ż▌│ŻONė|³cSM0.0╩╣Q0.3ŠĆ╚”Ą├ļŖĪ·öć░ĶļŖäėÖCM▀\▐DŻ¼═¼ĢrČ©ĢrŲ„T50ķ_╩╝20sėŗĢrĪ·20s║¾Ż¼Č©ĢrŲ„T50äėū„Ī·Ż█16Ż▌T50│Żķ_ė|³cķ]║ŽĪ·ł╠ąąĪ░SCRT S0.4Ī▒ųĖ┴ŅŻ¼│╠ą“▐DęŲų┴S0.4│╠ą“Č╬Ī·Ż█19Ż▌│ŻONė|³cSM0.0╩╣Q0.2ŠĆ╚”▒╗ų├╬╗Ī·ļŖ┤┼ķyYV3┤“ķ_Ż¼Cę║¾w┴„│÷Ī·«öę║¾wŽ┬ĮĄĄĮę║╬╗é„ĖąŲ„L╬╗ų├ĢrŻ¼é„ĖąŲ„ķ_ĻPSQ1öÓķ_Ī·Ż█3Ż▌I0.2│Żķ_ė|³cöÓķ_Ż©į┌ę║¾wĖ▀ė┌L╬╗ų├ĢrSQ1╠Äė┌ķ]║ŽĀŅæBŻ®Ż¼«a╔·ę╗éĆŽ┬ĮĄčž├}ø_Ī·Ž┬ĮĄčž├}ø_ė|³c×ķ└^ļŖŲ„M0.1ŠĆ╚”Įė═©ę╗éĆÆ▀├Ķų▄Ų┌Ī·Ż█19Ż▌M0.1│Żķ_ė|³cķ]║ŽĪ·ł╠ąąĪ░SCRT S0.5Ī▒ųĖ┴ŅŻ¼│╠ą“▐DęŲų┴S0.5│╠ą“Č╬Ż¼ė╔ė┌Q0.2ŠĆ╚”╩Ūų├╬╗Ą├ļŖŻ¼╣╩│╠ą“▐DęŲĢrQ0.2ŠĆ╚”▓╗Ģ■╩¦ļŖĪ·Ż█22Ż▌│ŻONė|³cSM0.0╩╣Č©ĢrŲ„T51ķ_╩╝20sėŗĢrĪ·20s║¾Ż¼Ż█22Ż▌T51│Żķ_ė|³cķ]║ŽŻ¼Q0.2ŠĆ╚”Å═╬╗Ī·ļŖ┤┼ķyYV3ĻPķ]Ż╗┼c┤╦═¼ĢrŻ¼S0.1ŠĆ╚”Ą├ļŖŻ¼Ż█9Ż▌ S0.1│╠ą“Č╬╝ż╗ŅŻ¼ķ_╩╝Ž┬ę╗┤╬ūįäė┐žųŲĪŻ
x ═Żų╣┐žųŲŻ║į┌ūįäė┐žųŲ▀^│╠ųąŻ¼╚¶░┤Ž┬═Żų╣░┤ŌoSB2Ī·Ż█2Ż▌I0.1│Żķ_ė|³cķ]║ŽĪ·▌oų·└^ļŖŲ„M0.2Ą├ļŖĪ·M0.2ūįµiė|³cķ]║ŽŻ¼µiČ©╣®ļŖŻ╗Ż█22Ż▌M0.2│Żķ]ė|³cöÓķ_Ż¼ĀŅæB└^ļŖŲ„S0.1¤oĘ©Ą├ļŖŻ¼Ż█9Ż▌S0.1│╠ą“Č╬¤oĘ©▀\ąąŻ╗Ż█22Ż▌M0.2│Żķ_ė|³cķ]║ŽŻ¼«ö│╠ą“▀\ąąĄĮŻ█22Ż▌ĢrŻ¼T51│Żķ_ė|³cķ]║ŽŻ¼ĀŅæB└^ļŖŲ„S0.0Ą├ļŖŻ¼Ż█5Ż▌S0.0│╠ą“Č╬▀\ąąŻ¼Ą½ė╔ė┌│Żķ_ė|³cI0.0╠Äė┌öÓķ_Ż©SB1öÓķ_Ż®ĀŅæBŻ¼ĀŅæB└^ļŖŲ„S0.1¤oĘ©ų├╬╗Ż¼¤oĘ©▐DęŲĄĮS0.1│╠ą“Č╬Ż¼ūįäė┐žųŲ│╠ą“▓┐Ęų¤oĘ©▀\ąąĪŻ
Ż©3Ż®╩ųäė┐žųŲ▀^│╠ĪŻ
īó╩ųäė/ūįäėŪąōQķ_ĻPQSöÓķ_Ż¼▀xō±╩ųäė┐žųŲĘĮ╩ĮĪ·Ż█6Ż▌I1.0│Żķ_ė|³cöÓķ_Ż¼ĀŅæB└^ļŖŲ„S0.1¤oĘ©ų├╬╗Ż¼¤oĘ©▐DęŲĄĮS0.1│╠ą“Č╬Ż¼╝┤¤oĘ©▀M╚ļūįäė┐žųŲ│╠ą“Ż╗Ż█7Ż▌I1.0│Żķ]ė|³cķ]║ŽŻ¼Įė═©╩ųäė┐žųŲ│╠ą“Ī·░┤Ž┬SB3Ż¼I1.1│Żķ_ė|³cķ]║ŽŻ¼Q0.0ŠĆ╚”Ą├ļŖŻ¼ļŖ┤┼ķyYV1┤“ķ_Ż¼ūó╚ļAę║¾wĪ·╦╔ķ_SB3Ż¼I1.1│Żķ]ė|³cöÓķ_Ż¼Q0.0ŠĆ╚”╩¦ļŖŻ¼ļŖ┤┼ķyYV1ĻPķ]Ż¼═Żų╣ūó╚ļAę║¾wĪ·░┤Ž┬SB4ūó╚ļBę║¾wŻ¼╦╔ķ_SB4═Żų╣ūó╚ļBę║¾wĪ·░┤Ž┬SB5┼┼│÷Cę║¾wŻ¼╦╔ķ_SB5═Żų╣┼┼│÷Cę║¾wĪ·░┤Ž┬SB6öć░Ķę║¾wŻ¼╦╔ķ_SB6═Żų╣öć░Ķę║¾wĪŻ
 ĘĄ╗žĒö▓┐
ĘĄ╗žĒö▓┐ ╦óą┬Ēō├µ
╦óą┬Ēō├µ Ž┬ĄĮĒōĄū
Ž┬ĄĮĒōĄū