
’Ģ┴Ž«aśI╩Ū¼F┤·Bų│śI░lš╣Ą─╬’┘|╗∙ĄAŻ¼═¼śėę▓╩Ūųąć°Ą─ę╗éĆ│»Ļ¢«aśIĪŻ─┐Ū░į┌╬„▓┐Ė▀įŁŲ½▀hĄžģ^╚į╚╗ėą×ķöĄ▒ŖČÓĄ─ųąąĪą═’Ģ┴Ž╝ė╣żŲ¾śI▓╔ė├└Ž╩ĮĄ─└^ļŖŲ„Įėė|┐žųŲŽĄĮyŻ¼Ųõ┐žųŲŽĄĮy┤µį┌╝ė╣żūįäė╗»│╠Č╚▌^Ą═Īó╔·«aą¦┬╩ŽÓī”▌^Ą═║═┐╔┐┐ąį▌^▓ŅĄ╚å¢Ņ}ĪŻļSų°╣ż┐ž╝╝ąg┐ņ╦┘░lš╣Ż¼ī”įŁėą’Ģ┴ŽŲ¾śI▀Mąą╝╝ągĖ─įņ’@Ą├║▄ėą▒žę¬ĪŻŻąŻ╠Ż├─┐Ū░ęčĮøÅVĘ║æ¬ė├ė┌╣żśI┐žųŲ¼Fł÷Ż¼įō╝╝ągė├ė┌’Ģ┴Ž╔·«aŠĆ┐žųŲŻ¼Š▀ėą┐žųŲ╣”─▄ÅŖ┤¾Īó┐╔┐┐ąįĖ▀Īó▀ē▌ŗąįÅŖĪóŠÄ│╠║åå╬Ą╚ā׳cŻ╗ė|├■Ų┴╩ŪīŹ¼F╚╦ÖCĮ╗╗źĄ─ś“┴║Ż¼═©▀^ė|├■Ų┴▀@ę╗╚╦ÖCĮ╗╗źĮń├µ┐╔ī”įOéõ▀Mąą┐žųŲ║═ĀŅæB▒O┐žŻ¼Š▀ėą┐╔┐┐ąįĖ▀Ż¼▒▄├Ō╗“£p╔┘ÖCąĄķ_ĻP─źōpŻ¼╠ßĖ▀įOéõ╩╣ė├ē█├³Ą─ā׳cŻ¼Č■š▀ĮY║Ž╩Ū¼F┤·╣ż┐žĄ─ę╗┤¾┌ģä▌ĪŻ
Ż▒ąĪą═’Ģ┴Ž╔·«aŠĆ┐žųŲŽĄĮyĖ─įņīŹ└²
Ż▒Ż«Ż▒’Ģ┴Ž╔·«a┐žųŲŽĄĮyĄ─ĮM│╔
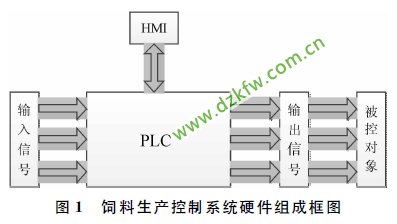
─│ąĪą═’Ģ┴Ž╔·«aÅSöMį┌╗∙▒Š▓╗Ė─äė¼Fėą’Ģ┴Ž╔·«aįOéõŪķørŽ┬ī”ļŖ┐žŽĄĮy▀MąąĖ─įņŻ¼¼FėąįOéõŪķørŻ║ŻĖ┼_ąČ┴ŽÖCĪóŻĖ┼_Č©┴┐│ė╝░é„╦═Ħ║═╗ņ║ŽÖCĪŻŻĖ┼_ąČ┴ŽÖCī”æ¬ŻĖ┼_Č©┴┐│ėŻ¼ęį╔ŽŻ▒ŻĖ┼_įOéõŠ∙ė╔▓╗═¼ą═╠¢Ą─ļŖäėÖC▀Mąą“īäėĪŻę“┤╦į┌┐žųŲŽĄĮyųąŻ¼┐žųŲī”Ž¾×ķ▓╗═¼ą═╠¢Ą─ļŖäėÖCŻ¼Ė∙ō■ļŖäėÖC╣”┬╩Ą─┤¾ąĪŻ¼ļŖäėÖCĄ─åóäė║══Żų╣Ęųäe▓╔ė├▓╗═¼Ą─ĘĮ╩ĮĪŻė╔ė┌ŻĖ┼_ąČ┴ŽÖC║═ŻĖ┼_Č©┴┐│ė▓╔ė├ąĪ╣”┬╩Ą─ļŖÖCŻ¼╦∙ęį▓╔ė├ų▒Įėåóäė║══Żų╣ĪŻé„╦═Ħ║═╗ņ║ŽÖC▓╔ė├╣”┬╩▌^┤¾Ą─ļŖÖCŻ¼╦∙ęį▓╔ė├ąŪ╚²ĮŪ£pē║åóäė║═Ę┤ĮėųŲäėĪŻ
įōŽĄĮy╔Ž╬╗ÖC▓╔ė├WinCCŻŲŻņŻÕŻ°ŻķŻŌŻņŻÕŻ▓Ż░Ż░ŻĖĮMæB▄ø╝■ķ_░l▒O┐žĮń├µŻ¼Ž┬╬╗ÖC▓╔ė├╬„ķTūėS7-200ŽĄ┴ąĄ─ŻąŻ╠Ż├═Ļ│╔┐žųŲ╣”─▄Ż¼ųąķg└¹ė├Ż═ŻąŻ╔ļŖ└|▀Mąą═©ą┼ĪŻį┌’Ģ┴Ž╔·«a┐žųŲųąŻ¼ŻąŻ╠Ż├▓╗āHę¬┐žųŲįOéõĄ─åóäė║══Żų╣Ż¼═¼Ģrīó▌ö│÷ĀŅæBĘ┤üĮo╔Ž╬╗ÖCĪŻ═©▀^╔Ž╬╗ÖCäėæB«ŗ├µ’@╩ŠįOéõĄ─Š▀¾wĀŅæB║═ī”įOéõ▀Mąą┐žųŲĪŻ
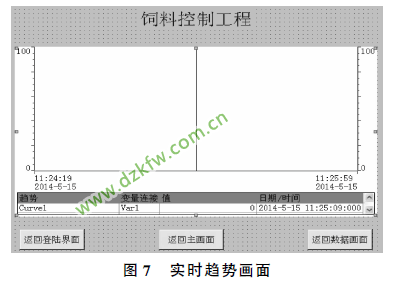
į┌’Ģ┴Ž╔·«a┐žųŲŽĄĮyųąŻ¼ų„ꬥ─ĮM│╔▓┐ĘųėąŻ║╚╦ÖCĮ╗╗ź─ŻēKŻ╚Ż═Ż╔Ī󯹯╠Ż├─ŻēKĪó▒╗┐žī”Ž¾Ż¼╚ńłDŻ▒╦∙╩ŠĪŻ
Ż▒Ż«Ż▓’Ģ┴Ž╔·«a┐žųŲ┴„│╠
Ż©Ż▒Ż®ŻĖ┼_ąČ┴ŽÖC╣żū„
į┌’Ģ┴Ž╝ė╣ż▀^│╠ųąŻ¼╩ūŽ╚ŻĖ┼_ąČ┴ŽÖC╣żū„Ż¼ķ_╩╝▀MąąąČ┴ŽĪŻ
Ż©Ż▓Ż®ŻĖ┼_Č©┴┐│ė╣żū„
į┌ąČ┴ŽÖC╣żū„Ą─ŪķørŽ┬Ż¼ī”æ¬Ą─Č©┴┐│ėķ_╩╝ĘQ┴┐Ż¼«ö▀_ĄĮįOČ©Ą─ĘQ┴┐ųĄĢrŻ¼Č©┴┐│ėķ_╩╝╣żū„Ż¼ī”æ¬Ą─ąČ┴ŽÖC═Żų╣╣żū„Ż¼┤╦Ģr▒Ē╩ŠĘQ┴┐═Ļ│╔Ż¼Č©┴┐│ėķ_╩╝ąČ┴ŽĪŻ
Ż©Ż│Ż®é„äėĦ║═╗ņ║ŽÖC╣żū„
į┌’Ģ┴Ž╝ė╣ż▀^│╠ųąŻ¼é„äėĦ║═╗ņ║ŽÖCĄ─åóäė║══Żų╣Ęų×ķ╩ųäėĘĮ╩Į║═ūįäėĘĮ╩ĮĪŻ╩ųäėĘĮ╩Į╩Ū═©▀^╩ųäėüĒīŹ¼Fé„äėĦ║═╗ņ║ŽÖCĄ─åóäė║══Żų╣ĪŻūįäėĘĮ╩Į╩Ūį┌ŻĖ┼_Č©┴┐│ė╚╬ęŌā╔┼_╗“ā╔┼_ęį╔Ž╣żū„║¾Ż¼é„äėĦ║═╗ņ║ŽÖCūįäėåóäėŻ¼«öŻĖ┼_Č©┴┐│ė╚½▓┐╣żū„║¾Ż¼é„╦═Ħ▀\ąąŻ▓Ż¾║¾Ż¼Ę┤ĮėųŲäė═Żų╣╣żū„Ż¼┤╦Ģr╝┘įO▒Ē╩ŠįŁ┴Ž╚½▓┐é„╦══Ļ«ģŻ¼ät╗ņ║ŽÖC▀\ąąę╗Č╬Ģrķg║¾Ż©╗ņ┴ŽĢrķg┐╔═©▀^ė|├■Ų┴╔ŽĄ─Ż╔Ż»ŻŽė“▀MąąįOų├Ż®Ż¼Ę┤ĮėųŲäė═Żų╣═©▀^Ż¼┤╦Ģr╝┘įO▒Ē╩ŠįŁ┴Ž╗ņ║Ž═Ļ«ģĪŻ╗ņ║ŽÖC═Żų╣Ą─═¼ĢrŻĖ┼_Č©┴┐│ė╚½▓┐═Żų╣╣żū„Ż¼═¼ĢrąČ┴ŽÖCķ_╩╝╣żū„Ż¼┤╦Ģr═Ļ│╔ę╗éĆ╣żū„裣hĪŻ
Ż▓’Ģ┴Ž╔·«a┐žųŲŽĄĮyė▓╝■įOėŗŻ█Ż▒ŻŁŻ│Ż▌
Ż▓Ż«Ż▒Ż╔Ż»ŻŽ³cöĄĄ─ėŗ╦Ń
Ė∙ō■ąĪą═’Ģ┴Ž╔·«a┐žųŲŽĄĮyĄ─╣ż╦ć┴„│╠║═┐žųŲę¬Ū¾Ż¼▒Šų°īŹė├║═ĮøØ·Ą─įŁätŻ¼’Ģ┴ŽĄ─ĘQ┴┐ų▒Įėė├Č©┴┐│ėīŹ¼FŻ©ę“×ķįōÅSĄ─’Ģ┴Ž┼õĘĮĖ─ūā▌^╔┘Ż®Ż¼įōą═╠¢Č©┴┐│ėį┌ĄĮ▀_įOČ©ĘQ┴┐ųĄĢrŻ¼Ģ■▌ö│÷ę╗éĆķ_ĻP┴┐ą┼╠¢Ż¼ė├▀@éĆķ_ĻP┴┐ą┼╠¢ū„×ķąČ┴ŽÖCĄ─═Żų╣ą┼╠¢Ż¼▀@śėŠ═░č┐žųŲŽĄĮyīŹ¼F┴╦║å╗»Ż¼ę“┤╦Ż¼ŻĖ┼_ąČ┴ŽÖCĄ─åóäė║══Żų╣╣▓ąĶ꬯▒ŻČéĆ▌ö╚ļ³cŻ¼ŻĖ┼_Č©┴┐│ėĄ─åóäė╣▓ąĶ꬯ĖéĆ▌ö╚ļ³cŻ¼é„╦═Ħ║═╗ņ║ŽÖCĄ─åóäė╣▓ąĶ꬯┤éĆ▌ö╚ļ³cŻ¼═¼ĢrąĶę¬ę╗éĆ╝▒═Ż▌ö╚ļ³cŻ¼ŠC╔Ž╦∙╩÷╣▓ąĶ꬯▓Ż╣éĆ▌ö╚ļ³cĪŻ
ŻĖ┼_ąČ┴ŽÖC╣▓ąĶ꬯ĖéĆ▌ö│÷³cŻ¼ŻĖ┼_Č©┴┐│ė╣▓ąĶ꬯ĖéĆ▌ö│÷³cŻ¼ė╔ė┌é„╦═Ħ║═╗ņ║ŽÖC▓╔ė├ąŪ╚²ĮŪĮĄē║åóäė║═Ę┤ĮėųŲäėŻ¼╦∙ęį╣▓ąĶ꬯ĖéĆ▌ö│÷³cŻ¼ŠC╔Ž╦∙╩÷╣▓ąĶ꬯▓Ż┤éĆ▌ö│÷³cĪŻ
┬õ┴Žš`▓Ņ═©▀^īŹ“׹Č┴ŽÖCĄ─╦┘Č╚Ą╚ę“╦žį┌įOų├
Č©┴┐│ėĄ─ĘQ┴┐ųĄĢrėĶęįą▐š²Ż¼╩╣Ą├┬õ┴Žš`▓ŅūŅąĪĪŻ
Ż▓Ż«Ż▓ŻąŻ╠Ż├▀xą═
┐╝æ]│╔▒Š║═Ż╔Ż»ŻŽ³cöĄĄ╚ę“╦žŻ¼▀xė├╬„ķTūėS7-200ŽĄ┴ąĄ─ŻąŻ╠Ż├Ż¼Ż├ŻąŻšą═╠¢×ķŻ▓Ż▓Ż┤ŻžŻąŻ├Ż╬ĪŻŻ├ŻąŻš
Ż▓Ż▓Ż┤╝»│╔┴╦Ż▒Ż┤éĆ▌ö╚ļ³c║═Ż▒Ż░éĆ▌ö│÷³cŻ¼╦∙ęį▓╔ė├ę╗éĆöĄūų┴┐öUš╣─ŻēKŻ┼Ż═Ż▓Ż▓Ż│Ż├Ż╬ĪŻ╣▓ėąŻ│Ż░éĆ▌ö╚ļ³c║═Ż▓ŻČéĆ▌ö│÷³cŻ¼ØMūŃ╦∙ąĶ³cöĄę¬Ū¾ĪŻ×ķ▒ŻūC┐žųŲŽĄĮy╝░ŲõŻąŻ╠Ż├│╠ą“Ą─┐╔┐┐ąįŻ¼öM└¹ė├īŹ“×╩ęĄ─ŻąŻ╠Ż├įć“׎õū÷ė▓╝■┐žųŲŽĄĮy║═ŻąŻ╠Ż├┐žųŲ│╠ą“Ą─“×ūC▀\ąąĪŻ
Ż│▄ø╝■įOėŗ
Ż│Ż«Ż▒ŻąŻ╠Ż├┐žųŲ│╠ą“Ą─įOėŗ
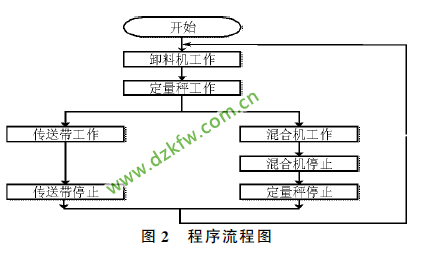
ŻąŻ╠Ż├ŠÄ│╠▓╔ė├╬„ķTūėŠÄ│╠▄ø╝■ŻėŻįŻ┼ŻąŻĘŻ═ŻķŻŃŻ“Ż’Ż»ŻūŻ╔Ż╬Ż│Ż▓ŻųŻČŻ«Ż░ĪŻįō▄ø╝■╩Ū╗∙ė┌ŻūŻķŻŅŻõŻ’Ż„Ż¾▓┘ū„ŽĄĮyŲĮ┼_Ą─æ¬ė├▄ø╝■Ż¼ė├ė┌S7-200äōĮ©┐╔ŠÄ│╠▀ē▌ŗ┐žųŲ│╠ą“Ą─ś╦£╩▄ø╝■Ż¼┐╔╩╣ė├╠▌ą╬łD▀ē▌ŗŻ╠Ż┴Ż─Īó╣”─▄ēKłDŻŲŻ┬Ż─║═šZŠõ▒ĒŻėŻįŻ╠▀MąąŠÄ│╠▓┘ū„ĪŻ╩╣ė├įō▄ø╝■┐╔Ė∙ō■┐žųŲŽĄĮyĄ─ę¬Ū¾ŠÄųŲ┐žųŲ│╠ą“▓ó═Ļ│╔┼cŻąŻ╠Ż├Ą─īŹĢr═©ą┼Ż¼▀Mąą│╠ą“Ą─Ž┬▌d┼c╔Žé„╝░į┌ŠĆ▒O┐žĪŻĖ∙ō■┐žųŲę¬Ū¾Ż¼ŠÄ│╠╦╝┬Ę╩ūŽ╚╩ŪąČ┴ŽÖCĄ─╣żū„Ż¼īóįŁ┴ŽąČ▌dĄĮČ©┴┐│ė╔ŽŻ¼╚╗║¾Č©┴┐│ė╣żū„ĪŻ«öĘQųž┴┐ĄĮ▀_įOČ©ųĄĢrŻ¼ąČ┴ŽÖC═Żų╣╣żū„Ż¼╗ņ║ŽÖC║═é„╦═Ħķ_╩╝╣żū„Ż¼╣żū„ę╗Č╬Ģrķg║¾Ż¼╗ņ║ŽÖC║═é„╦═Ħ═Żų╣╣żū„Ż¼ąČ┴ŽÖCķ_╩╝╣żū„Ż¼═Ļ│╔ę╗éĆ裣hĪŻŠ▀¾wĄ─│╠ą“┴„│╠╚ńłDŻ▓╦∙╩ŠŻ¼▓┐Ęų┐žųŲ│╠ą“╚ńłDŻ│╦∙╩ŠĪŻ
▀@Č╬ŠWĮj▓╔ė├Ą─╩ŪĘ¹╠¢īżųĘŻ¼╩Ūė├üĒ┐žųŲąČ┴ŽÖCŻ▒Ą─åóäė║══Żų╣Ą─Ż¼░³└©▌ö╚ļė│Ž¾╝─┤µŲ„║═╬╗╝─┤µŲ„ĪŻŲõųąĄ─ąČ┴ŽÖCŻ▒▄øåóäė╩Ūė├ė┌ĮMæB▄ø╝■ųąĄ─ūā┴┐ĪŻ«öåóäėąČ┴ŽÖCŻ▒Ą─ķ_ĻP▒╗░┤Ž┬╗“š▀ĮMæBųąĄ─▄øåóäė▒╗ų├Ż▒ĢrŻ¼ąČ┴ŽÖCŻ▒ķ_╩╝╣żū„Ż¼▓óŪę╣żū„ĀŅæB▒╗▒Ż│ųŻ¼ų▒ĄĮ╝▒═ŻĪó═Żų╣ąČ┴ŽÖCŻ▒Ą╚▒╗░┤Ž┬ĢrąČ┴ŽÖCŻ▒═Żų╣╣żū„ĪŻ

łDŻ┤╦∙’@╩ŠĄ─│╠ą“Č╬Ż¼╝┤ŠWĮjŻ│Ż▓īŹ¼FĄ─╣”─▄╩Ūī”╗ņ║ŽÖC╗ņ┴ŽĢrķg▀MąąįOų├Ż¼ĄžųĘŻųŻūŻĖŻ░ī”æ¬Ą─╩Ūė|├■Ų┴╔ŽŻ╔Ż»ŻŽė“ūā┴┐Ż¼▓╔ė├é„╦═ųĖ┴Ņūx╚ĪŻ╔Ż»ŻŽė“ūā┴┐Ą─╗ņ┴ŽĢrķgįOČ©ųĄŻ¼▓ó▓╔ė├š¹öĄ│╦Ę©ųĖ┴ŅöU┤¾Ż▒Ż░Ż░▒ČŻ¼╚╗║¾é„╦═Įo┐žųŲ╗ņ║ŽÖC╣żū„ĢrķgķLČ╚Ą─Č©ĢrŲ„ŻįŻ╣ŻĖŻ©Ż▒Ż░ŻĒŻ¾Č©ĢrŲ„Ż®ū„×ķČ©ĢrŻąŻįųĄ╝┤┐╔īŹ¼FĪŻŻ│Ż«Ż▓ĮMæB│╠ą“Ą─įOėŗ
╩ūŽ╚Ė∙ō■┐žųŲąĶŪ¾▀xō±Ż╚Ż═Ż╔įOéõą═╠¢Ż¼▀Mąą«ŗ├µĄ─ņoæBįOėŗŻ¼Ųõ┤╬▀Mąąäė«ŗ▀BĮėįOėŗŻ¼═©▀^«ŗ├µųąĄ─ī”Ž¾šµīŹĄ─├Ķ╩÷═ŌĮńī”Ž¾Ą─ĀŅæBūā╗»Ż¼▀_ĄĮīŹĢr▒O┐žĄ──┐Ą─ĪŻ═©▀^╚╦ÖCĮ╗╗źĮń├µ┐╔ęįī”╔·«aįOéõ▀Mąą┐žųŲŻ¼═¼Ģrėøõø╣żū„裣hĄ─┤╬öĄ║═ė├┴Ž┐é┴┐ĪŻ
┐╝æ]ŻąŻ╠Ż├ą═╠¢Īó┐žųŲę¬Ū¾║═│╔▒ŠĄ╚ę“╦žŻ¼▀xō±Ż╚Ż═Ż╔įOéõą═╠¢×ķŻąŻßŻŅŻÕŻņŻ¾ŻįŻąŻ▓ŻĘŻ░ĪŻŻįŻąŻ▓ŻĘŻ░Š▀ėąäōą┬ąįĄ─▓┘ū„åT┐žųŲ║═▒OęĢ╣”─▄ęį╝░╣╠ėą▓┘ū„åT├µ░ÕĄ─ā׳cŻ¼Č°Ūęłį╣╠─═ė├Ż¼ĘĆČ©┐╔┐┐Ż¼╣”─▄ÅŖ┤¾Ż¼ąį─▄ū┐įĮŻ¼║åå╬ęūė├Ż¼ārĖ±Ą═┴«Ą╚ā׳cĪŻ
Ż│Ż«Ż▓Ż«Ż▒┐žųŲ«ŗ├µĄ─įOėŗ
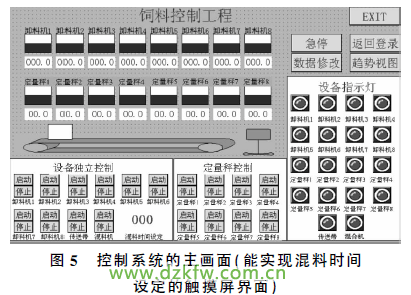
┐žųŲ«ŗ├µų„ę¬╩Ūė├üĒī”Ż▒ŻĖ┼_╔·«aįOéõ▀Mąą┐žųŲ║═▒O┐žĄ─ĪŻį┌Ż╚Ż═Ż╔įOéõųąų„«ŗ├µ┐╔ęįīŹ¼FįOéõĄ─åóĪó═Ż┐žųŲ║═ĀŅæB’@╩ŠŻ¼═¼Ģr└¹ė├─_▒ŠüĒī”╝ė╣ż┴„│╠▀Mąą║åå╬Ą──ŻöMĪŻį┌║åå╬ī”Ž¾ųąŻ¼▀xō±░┤ŌołDś╦Ż¼▓Õ╚ļų„«ŗ├µųąŻ¼═¼ĢrįOų├įō░┤ŌoĄ─ī┘ąįŻ¼ė├ė┌┐žųŲįOéõĄ─åóĪó═Ż║═«ŗ├µų«ķgĄ─ŪąōQŻ╗▓Õ╚ļ░¶łDŻ¼ŠÄ▌ŗī┘ąįŻ¼ė├ė┌’@╩Š▀\ąąĀŅæBŻ╗▓Õ╚ļųĖ╩Š¤¶Ż¼ŠÄ▌ŗī┘ąįŻ¼┼cŽÓæ¬Ą─ūā┴┐▀BĮėŻ¼ė├ė┌Ė„éĆįOéõĄ─ĀŅæB’@╩ŠĪŻ┐žųŲ«ŗ├µ╚ńłDŻĄ╦∙╩ŠĪŻ
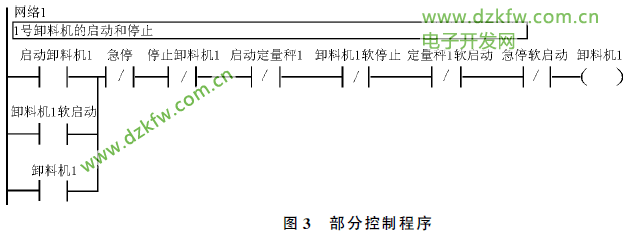
×ķ┴╦─▄ē“─ŻöM╔·«a▀^│╠ųąĄ─╣ż╦ć┴„│╠Ż¼į┌│╠ą“ųą▓╔ė├┴╦─_▒Š┤·┤aĪŻ─_▒ŠĄ─ė|░l╩┬╝■╩ŪĪ░ąČ┴ŽÖCĪ▒ūā┴┐öĄųĄĄ─Ė³Ė─ĪŻ«öąČ┴ŽÖC╣żū„╗“Č©┴┐│ė╣żū„║¾Ż¼ų„«ŗ├µųąī”æ¬Ą─öĄųĄ║═łDą╬ī”Ž¾Č╝Ģ■░l╔·ūā╗»ĪŻ
▓┐Ęų─_▒Š│╠ą“╚ńŽ┬Ż║
Ż╔ŻµŻėŻĒŻßŻ“Ż¶ŻįŻßŻńŻ¾Ż©"ąČ┴ŽÖCŻ▒"Ż®ŻĮŻįŻ“Ż§ŻÕŻ┴ŻŅŻõŻėŻĒŻßŻ“Ż¶ŻŁŻįŻßŻńŻ¾Ż©"Č©┴┐│ėŻ▒"Ż®ŻĮŻŲŻßŻņŻ¾ŻÕŻįŻĶŻÕŻŅ
Ż╔ŻµŻėŻĒŻßŻ“Ż¶ŻįŻßŻńŻ¾Ż©"Č©┴┐Ż▒"Ż®ŻŁŻėŻĒŻßŻ“Ż¶ŻįŻßŻńŻ¾Ż©"ĘQ┴┐
ųĄŻ▒"Ż®ŻŠŻ▒ŻįŻĶŻÕŻŅ
ŻėŻĒŻßŻ“Ż¶ŻįŻßŻńŻ¾Ż©"ĘQ┴┐ųĄŻ▒"Ż®ŻĮŻėŻĒŻßŻ“Ż¶ŻįŻßŻńŻ¾Ż©"ĘQ┴┐ųĄŻ▒"Ż®Ż½Ż▒
ŻėŻĒŻßŻ“Ż¶ŻįŻßŻńŻ¾Ż©"ąČ┴ŽųĄŻ▒"Ż®ŻĮŻėŻĒŻßŻ“Ż¶ŻįŻßŻńŻ¾Ż©"ąČ┴ŽųĄŻ▒"Ż®ŻŁŻ▒
Ż┼ŻņŻ¾ŻÕ
ŻėŻĒŻßŻ“Ż¶ŻįŻßŻńŻ¾Ż©"ĘQ┴┐ųĄŻ▒"Ż®ŻĮŻėŻĒŻßŻ“Ż¶ŻįŻßŻńŻ¾Ż©"ĘQ┴┐ųĄŻ▒"Ż®Ż½Ż░Ż«Ż▒
ŻėŻĒŻßŻ“Ż¶ŻįŻßŻńŻ¾Ż©"ąČ┴ŽųĄŻ▒"Ż®ŻĮŻėŻĒŻßŻ“Ż¶ŻįŻßŻńŻ¾Ż©"ąČ┴ŽųĄŻ▒"Ż®ŻŁŻ░Ż«Ż▒
Ż┼ŻŅŻõŻ╔ŻµŻ┼ŻŅŻõŻ╔Żµ
Ż│Ż«Ż▓Ż«Ż▓öĄō■ł¾Š»«ŗ├µĄ─įOėŗŻ█Ż┤Ż▌
öĄō■ł¾Š»«ŗ├µų„ę¬╩Ūė├üĒ▀xō±╝ė╣ż’Ģ┴ŽĄ─┼õĘĮ║═┼õĘĮųąöĄō■Ą─’@╩ŠŻ¼═¼Ģr┐╔ęį▀Mąął¾Š»’@╩ŠĪŻł¾Š»Ęų×ķā╔ĘNŻ¼ę╗ĘN╩Ū┼õĘĮųąöĄō■įOČ©ųĄĄ─ł¾Š»Ż¼╝┤«öįOČ©ųĄĖ▀ė┌╔ŽŽ▐╗“Ą═ė┌Ž┬Ž▐ĢrŻ¼«a╔·ł¾Š»Ż╗┴Ēę╗ĘN╩ŪĘQ┴┐įOéõĘQ┴┐ųĄĄ─ł¾Š»Ż¼╝┤«öĘQ┴┐ųĄĖ▀ė┌┼õĘĮųąĄ─įOČ©ųĄĢrŻ¼«a╔·ł¾Š»ĪŻį┌į÷ÅŖęĢłDųą▀xō±ł¾Š»ęĢłD▓Õ╚ļ«ŗ├µųąŻ¼į┌ī┘ąį┐“ųąī”Ųõ▀MąąŠÄ▌ŗŻ¼įOų├Č©┴┐│ėĄ─╔ŽŽ▐ųĄ║═Ž┬Ž▐ųĄĪŻöĄō■ł¾Š»«ŗ├µ╚ńłDŻČ╦∙╩ŠĪŻ

Ż│Ż«Ż▓Ż«Ż│īŹĢr┌ģä▌«ŗ├µĄ─įOėŗ
īŹĢr┌ģä▌«ŗ├µų„ę¬╩Ū×ķ┴╦┐žųŲ╚╦åT─▄ē“▓ķ┐┤ĘQ┴┐ųĄĄ─īŹĢr┌ģä▌Ż¼┐╔ęį═©▀^łDą╬ą╬Ž¾Ą─’@╩Š│÷Ė„éĆĘQ┴┐ųĄĄ─┌ģä▌Ż¼Ģr┐╠šŲ╬šįOéõĄ─▀\ąąĀŅæBĪŻį┌į÷ÅŖęĢłDųąŻ¼▀xō±┌ģä▌ęĢłD▓Õ╚ļ«ŗ├µųąŻ¼į┌ī┘ąį┐“ųąī”Ųõ▀MąąŠÄ▌ŗŻ¼īóĖ„Śl┌ģä▌ŠĆ┼cūā┴┐ŽÓ▀BŻ¼▓óŠÄ▌ŗĖ„Śl┌ģä▌ŠĆĄ─Ņü╔½ĪŻīŹĢr┌ģä▌«ŗ├µ╚ńłDŻĘ╦∙╩ŠĪŻ
Ż┤’Ģ┴Ž╔·«a┐žųŲŽĄĮyĄ─▄øė▓╝■š{įć
ė╔ė┌īŹ“×╩ęųąĄ─ė|├■Ų┴╩ŪŻėŻĒŻßŻ“Ż¶ŻĘŻ░Ż░Ż¼╦∙ęįīóWinCCŻµŻņŻÕŻ°ŻķŻŌŻņŻÕŻ▓Ż░Ż░ŻĖĮMæB▄ø╝■ųąŠÄ▌ŗĄ─«ŗ├µ│╠ą“▀Mąą─ŻöMĘ┬šµŻ¼³cō¶ĮMæB▄ø╝■ųąĄ─ŠÄūg░┤ŌoŻ¼ī”ĮMæB│╠ą“▀MąąŠÄūg▓óåóäė─ŻöM▀\ąąŻ¼│÷¼F│§╩╝«ŗ├µŻ╗īóīæ║├Ą─ŻėŻĘŻŁŻ▓Ż░Ż░│╠ą“Ž┬▌dĄĮŻąŻ╠Ż├ųąŻ¼ķ_åóŻėŻ¶ŻÕŻŻĘ▄ø╝■Ą─į┌ŠĆ▒O┐žĪŻį┘ī”ā╔š▀═¼Ģr▀Mąą▀BĮėįOų├Ż¼įOų├▀BĮėĄ─▓©╠ž┬╩Īó▀BĮėĘĮ╩ĮĄ╚ĪŻō▄äėīŹ“×įOéõ╔ŽĄ─ķ_ĻP╗“š▀░┤Ž┬ĮMæB«ŗ├µųąĄ─░┤ŌoŻ¼ė^▓ņįć“׎õ╔ŽĄ─Ż╠Ż┼Ż─¤¶Ą─ūā╗»║═ĮMæB«ŗ├µ╔ŽŽÓæ¬Ą─ūā╗»Ż¼Öz£yŲõąį─▄╩ŪʱØMūŃę¬Ū¾ĪŻ
ŻĄĮYšō
╗∙ė┌ŻąŻ╠Ż├║═ĮMæB▄ø╝■Ą─’Ģ┴Ž╔·«a┐žųŲŽĄĮyŻ¼▓╗āH┐╔ęį═©▀^ė▓╝■üĒīŹ¼F┐žųŲ╣”─▄Ż¼═¼Ģr┐╔ęį═©▀^┴╝║├Ą─┐╔ęĢ╗»Įń├µī”╔·«aįOéõ▀Mąą┐žųŲ║═▒O┐žĪŻ└¹ė├īŹ“×╩ęųą¼FėąĄ─ŻėŻĘŻŁŻ▓Ż░Ż░ŻąŻ╠Ż├īŹ“׎õ▀Mąąį┌ŠĆš{įćīŹ“ׯ¼└¹ė├ŻūŻķŻŅŻ├Ż├ŻµŻņŻÕŻ°ŻķŻŌŻņŻÕŻ▓Ż░Ż░ŻĖĮMæB▄ø╝■▀Mąą─ŻöMš{įćīŹ“ׯ¼ĮY╣¹▒Ē├„Ż¼▒ŠįOėŗ┐╔ęį▀_ĄĮŅAŲ┌Ą─╣”─▄Ż¼ī”ė┌╬„▓┐Ą─ųąąĪą═’Ģ┴Ž╝ė╣żŲ¾śIŠ▀ėą▒╚▌^Ė▀Ą─ģó┐╝ārųĄĪŻ
 ĘĄ╗žĒö▓┐
ĘĄ╗žĒö▓┐ ╦óą┬Ēō├µ
╦óą┬Ēō├µ Ž┬ĄĮĒōĄū
Ž┬ĄĮĒōĄū