
Į±╠ņĮo┤¾╝ęĘųŽĒę╗Ų¬ā╔▌SČ©╬╗░Ė└²Ęų╬÷
ūóęŌŻ║┤╦│╠ą“ĘŪ═Ļš¹▀\ąą│╠ą“Ż¼ų„ę¬╩ŪŽļūī┤¾╝ę└ĒĮŌČ©╬╗ųĖ┴Ņ┼õ║ŽūāųĘ╣Ø╝s│╠ą“▓ĮŻ¼║å╗»│╠ą“ā╚╚▌ė├ĪŻŪęā╔▌S╩Ūį┌═¼Ģr▀\ąąŻ¼╚ń╩Ū╩«ūų╗¼┼_Ż¼šłįOČ©ā╔▌SŽÓ═¼Ņl┬╩├}ø_▌ö│÷.
ķ_ÖC│§╩╝╗»╗žįŁ³c▓┐Ęų
-
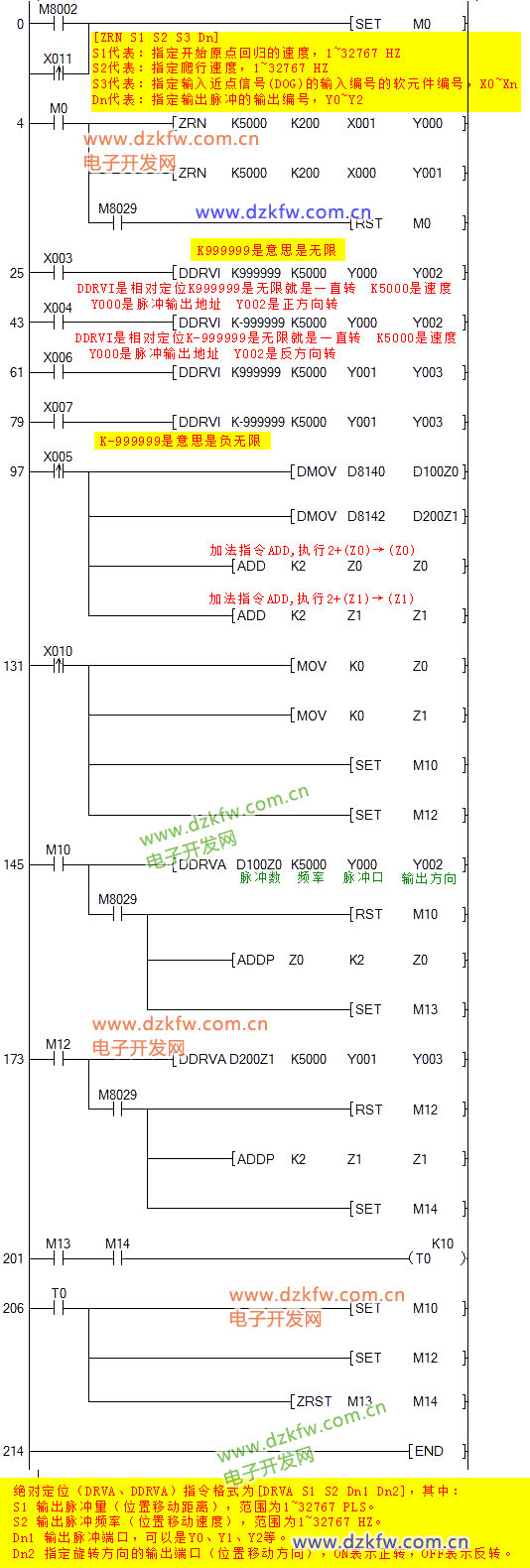
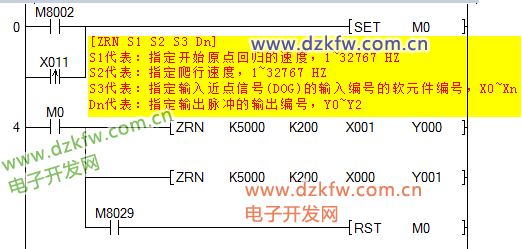
╩╣ė├ķ_ÖC├}ø_ĪŠM8002Ī┐║══Ō▓┐▌ö╚ļė|³cĪŠX11Ī┐Ą─├}ø_ą┼╠¢üĒų├╬╗ĪŠM0Ī┐Ż¼▒Ż│ųūĪķ_ÖCą┼╠¢╗“╗žįŁ³cą┼╠¢Ż╗
-
į┘╩╣ė├ĪŠM0Ī┐Ą─│Żķ_ė|³c“īäėĪŠZRNĪ┐įŁ³c╗žÜwųĖ┴ŅŻ╗
-
ŲõųąK5000▒Ē╩Š╗žÜwĄ─╦┘Č╚×ķ5000HZŻ¼K200▒Ē╩Š┼└ąą╦┘Č╚Ż¼«öX1╗“X0ė|³cĮė═©ĢrŻ¼╝┤ķ_╩╝ęį┼└ąą╦┘Č╚╗žįŁ³cĪŻ
-
ĪŠM8029Ī┐├}ø_ĮY╩°ś╦ųŠ╬╗Ż¼«öĪŠY0Ī┐║═ĪŠY1Ī┐├}ø_┐┌▓╗į┘░l╦═├}ø_Ż¼Š═Å═╬╗Ą¶ĪŠM0Ī┐Ż¼ęį▒ŃŽ┬┤╬“īäėįŁ³c╗žÜwųĖ┴ŅĪŻ
³c╬╗▓╔╝»▓┐Ęų

1.╩╣ė├═Ō▓┐│Żķ_▌ö╚ļė|³cĪŠx3Ī┐ĪŠx4Ī┐ĪŠx6Ī┐ĪŠx7Ī┐“īäėĪŠDDRVIĪ┐32╬╗ŽÓī”Č©╬╗ųĖ┴ŅŻ¼▀_ĄĮ▌SĄ─š²Ę┤ĘĮŽ“▀\ąą─┐Ą─Ż¼ŲõųąĪŠK999999Ī┐▒Ē╩Šš²Ž“▀\ąąŻ¼ĪŠK-999999Ī┐▒Ē╩ŠĘ┤Ž“▀\ąąŻ¼öĄųĄŠ∙░l╦═Ą─├}ø_öĄŻ¼K999999▒Ē╩Š¤oöĄ├}ø_ĪŻ
2.╩╣ė├═Ō▓┐▌ö╚ļė|³cĪŠX5Ī┐Ą─├}ø_ą┼╠¢Ż¼└¹ė├ĪŠDMOVĪ┐32╬╗é„╦═ųĖ┴Ņ░čĪŠY0Ī┐├}ø_▌ö│÷┐éöĄ╝─┤µŲ„ĪŠD8141ĪóD8140Ī┐║═ĪŠY1Ī┐├}ø_▌ö│÷┐éöĄ╝─┤µŲ„ĪŠD8143ĪóD8142Ī┐Ą─«öŪ░├}ø_öĄé„╦═ĮoĪŠD100Z0Ī┐ĪŠD200Z1Ī┐ĪŻ═¼Ģr╩╣ė├ĪŠADDĪ┐╝ėĘ©ųĖ┴Ņ░čūāųĘ╝─┤µŲ„ĪŠZ0ĪóZ1Ī┐Ą─ųĄ▓╗öÓ╝ėĪŠ2Ī┐Ż¼īŹ¼F░č▓╗═¼³c╬╗╦∙ąĶ├}ø_öĄųĄ┤µĘ┼Įo▓╗═¼Ą─╝─┤µŲ„
3.ūóęŌŻ║├┐░┤ę╗┤╬░┤ŌoŻ¼Š═┤·▒Ē┤µā”ę╗éĆ³cĄ─öĄųĄŻ¼╣╠Č©Ą─┐“╝▄ā╚Ż¼įŁ³cĄĮ├┐┤╬░┤░┤ŌoĄ─├}ø_öĄŻ¼ė╔ĪŠD8141ĪóD8140Ī┐ĪŠD8143ĪóD8142Ī┐╠ß╣®ĪŻ
ā╔▌S▀\ąą▓┐Ęų
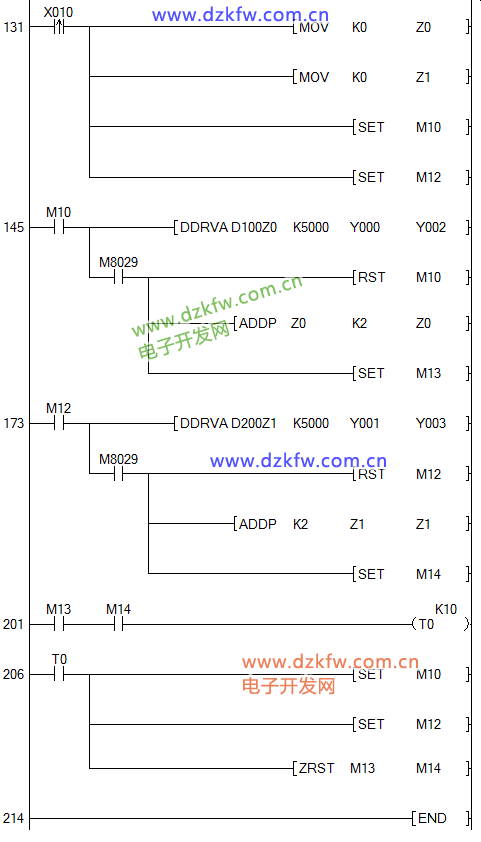
1.╩╣ė├═Ō▓┐▌ö╚ļė|³cĪŠX10Ī┐Ą─├}ø_ą┼╠¢“īäėĪŠMOVĪ┐é„╦═ųĖ┴Ņ░čūāųĘ╝─┤µŲ„ĪŠZ0ĪóZ1Ī┐Ą─öĄųĄŪÕ┴ŃŻ¼═¼Ģr“īäėĪŠDDRVAĪ┐Į^ī”Č©╬╗ųĖ┴ŅĪŻŲõųąĪŠD100Z0Ī┐ĪŠD200z1Ī┐×ķ╔Ž├µ▓╔╝»ĄĮĄ─├}ø_öĄŻ¼K5000▒Ē╩Šā╔▌S╩╣ė├═¼ę╗Ņl┬╩░l╦═├}ø_Ż╗
2.╩╣ė├ĪŠM8029Ī┐├}ø_ĮY╩°ś╦ųŠ╬╗Ż¼├}ø_░l╦══Ļ│╔Å═╬╗ĪŠM10Ī┐ĪŠM12Ī┐Ż¼╩╣ā╔▌S═Żų╣Ż¼═¼Ģr“īäėĪŠADDĪ┐╝ėĘ©ųĖ┴ŅĖ─ūāūāųĘ╝─┤µŲ„ĪŠZ0ĪóZ1Ī┐Ą─öĄųĄŻ¼Å─Č°īŹ¼FŽ┬ę╗┤╬▀\ąąĢr├}ø_öĄĄ─Ė─ūāŻ╗
3.ų├╬╗ĪŠM13ĪóM14Ī┐▒Ē╩Šā╔▌SČ╝═Żų╣Ą─Ģr║“Ż¼“īäėę╗éĆČ©ĢrŲ„ĪŠT0Ī┐Ż¼═Żų╣ę╗├ļŻ¼ę╗├ļ║¾ųžą┬“īäėČ©╬╗ųĖ┴ŅĪŻ
ūóęŌŻ║┤╦╠Äā╔▌SČ╝═Żų╣║¾Ż¼┐╔ęįīŹ¼F└²╚ńŻ║Ų„▓─ŪąĖŅĪóŃ@┐ūĪó╗“š▀ŖA╬’Ę┼╬’Ą╚ā╚╚▌Ż¼│╠ą“ąĶūį╝║ŠÄīæ╠Ē╝ėĪŻ
ļŖūėķ_░lŠWŻ¼ę╗éĆļŖūė╝╝ąg║═╣ż┐žŠWšŠĪŻįušō╠Ä┤¾╝ę┐╔ęįča│õ╬─š┬ĮŌßī▓╗ī”╗“ŪĘ╚▒Ą─▓┐ĘųŻ¼▀@śėŽ┬ę╗éĆ┐┤ĄĮĄ─╚╦Ģ■īWĄĮĖ³ČÓŻ¼─Ńų¬Ą└Ą─š²╩Ū┤¾╝ęąĶꬥ─ĪŻĪŻĪŻ
 ĘĄ╗žĒö▓┐
ĘĄ╗žĒö▓┐ ╦óą┬Ēō├µ
╦óą┬Ēō├µ Ž┬ĄĮĒōĄū
Ž┬ĄĮĒōĄū