
į┌ūįäė(d©░ng)╗»║═┐žųŲŽĄĮy(t©»ng)ųąŻ¼▀\(y©┤n)äė(d©░ng)┐žųŲŲ„║═┐╔ŠÄ│╠▀ē▌ŗ┐žųŲŲ„(PLC)░ńč▌ų°ų┴ĻP(gu©Īn)ųžę¬Ą─ĮŪ╔½ĪŻ▒M╣▄╦³éāĮø(j©®ng)│Ż▒╗ė├ė┌īŹ(sh©¬)¼F(xi©żn)╣żśI(y©©)ÖC(j©®)ąĄĄ─ūįäė(d©░ng)╗»┐žųŲŻ¼Ą½╦³éāĄ─įO(sh©©)ėŗ(j©¼)─┐ś╦(bi©Īo)Īó╣”─▄║═æ¬(y©®ng)ė├ĘČć·┤µį┌’@ų°▓Ņ«ÉĪŻį┌╣żśI(y©©)ūįäė(d©░ng)╗»ŅI(l©½ng)ė“«ö(d©Īng)ųąŻ¼▀\(y©┤n)äė(d©░ng)┐žųŲę╗ų▒╩ŪPLCæ¬(y©®ng)ė├ŅI(l©½ng)ė“«ö(d©Īng)ųąĄ─ųžę¬ĮM│╔▓┐ĘųĪŻ▀\(y©┤n)äė(d©░ng)┐žųŲŲ„īŻķT(m©”n)įO(sh©©)ėŗ(j©¼)ė├ė┌Š½├▄Ąž┐žųŲÖC(j©®)ąĄ▀\(y©┤n)äė(d©░ng)Ą─▄ē█EĪó╦┘Č╚Īó╝ė╦┘Č╚║═╬╗ų├ĪŻ▀@ą®įO(sh©©)éõ═©│Żė├ė┌ę¬Ū¾Ė▀Š½Č╚║═Å═(f©┤)ļs▀\(y©┤n)äė(d©░ng)┐žųŲĄ─ł÷(ch©Żng)║ŽŻ¼╚ńÖC(j©®)Ų„╚╦▒█ĪóCNCÖC(j©®)┤▓Īó░ļī¦(d©Żo)¾wųŲįņįO(sh©©)éõ║═Ųõ╦¹ūįäė(d©░ng)╗»čb┼õŠĆĪŻ▀\(y©┤n)äė(d©░ng)┐žųŲŲ„ÅŖ(qi©óng)š{(di©żo)Ė▀╦┘ĪóŠ½┤_Ą─³c(di©Żn)ī”(du©¼)³c(di©Żn)ęŲäė(d©░ng)Ż¼ęį╝░ČÓ▌Sģf(xi©”)š{(di©żo)▀\(y©┤n)äė(d©░ng)Ą──▄┴”ĪŻČ°▓Į▀M(j©¼n)ļŖÖC(j©®)ė╔ė┌Ųõąį─▄ĘĆ(w©¦n)Č©ĪóĒææ¬(y©®ng)╦┘Č╚┐ņĪó▀\(y©┤n)ąąŲĮĘĆ(w©¦n)Īóįļ궥═Ą╚╠ž³c(di©Żn)Ż¼▒╗ÅVĘ║æ¬(y©®ng)ė├į┌ėąŠ½Č╚ę¬Ū¾Ą─Č©╬╗┐žųŲł÷(ch©Żng)║ŽĪŻī”(du©¼)ė┌Į^┤¾ČÓöĄ(sh©┤)▓Į▀M(j©¼n)┐žųŲŽĄĮy(t©»ng)Ż¼Č╝╩╣ė├Ą─╩Ūķ_(k©Īi)Łh(hu©ón)┐žųŲŻ¼ę“?y©żn)ķ┐žųŲ║?ji©Żn)å╬ĪŻ
ėąą®ŪķørŽ┬Ż¼į÷╝ėŠÄ┤aŲ„Ą─ĘĮ╩ĮŻ¼ĮM│╔▓Į▀M(j©¼n)ķ]Łh(hu©ón)┐žųŲŽĄĮy(t©»ng)Ż¼╝╚─▄ĮĄĄ═įO(sh©©)éõ¾wĘeŻ¼▀Ć┐╔ęį£p╔┘▓Į▀M(j©¼n)ļŖÖC(j©®)üG▓ĮĄ─’L(f©źng)ļU(xi©Żn)Ż¼ŽÓ▒╚╦┼Ę■ŽĄĮy(t©»ng)│╔▒ŠĖ³Ą═ĪŻ▒Š╬─ęį╬„ķT(m©”n)ūėPLC×ķ┐žųŲŲ„Ż¼ĮY(ji©”)║ŽŠÄ┤aŲ„║═▓Į▀M(j©¼n)ļŖÖC(j©®)ĮM│╔ķ]Łh(hu©ón)ŽĄĮy(t©»ng)Ż¼ęį╣®ģó┐╝ĪŻ

1.ŽĄĮy(t©»ng)ė▓╝■ĮM│╔
ę“?y©żn)ķąĶę¬ĮM│╔▓Į▀M(j©¼n)ķ]Łh(hu©ón)ŽĄĮy(t©»ng)Ż¼╦∙ęįį┌▀x╚ĪPLCĄ─Ģr(sh©¬)║“Ż¼ąĶę¬ØMūŃā╔éĆ(g©©)Śl╝■Ż¼ų¦│ų├}ø_▌ö│÷Ż¼ų¦│ųĖ▀╦┘ėŗ(j©¼)öĄ(sh©┤)Ų„▌ö╚ļĪŻį┌▀@└’╩╣ė├S7-200 SMART ST20Ż¼╦³Š▀ėą2éĆ(g©©)100KHzĄ─├}ø_▌ö│÷Ż¼6éĆ(g©©)Ė▀╦┘ėŗ(j©¼)öĄ(sh©┤)Ų„Ż¼ØMūŃ▓Į▀M(j©¼n)ķ]Łh(hu©ón)┐žųŲĄ─ąį─▄ę¬Ū¾ĪŻ
▓Į▀M(j©¼n)ļŖÖC(j©®)╩╣ė├čą┐ž▓Į▀M(j©¼n)ļŖÖC(j©®)YK57HB76-04AŻ¼įōļŖÖC(j©®)▓ĮŠÓĮŪ×ķ1.8ĪŃŻ¼▒Ż│ų▐D(zhu©Żn)Šž×ķ2.0 N.mĪŻ“ī(q©▒)äė(d©░ng)Ų„╩╣ė├┼õ╠ūĄ─ą═╠¢(h©żo)YKE2405MŻ¼ļŖ┴„į┌1.5-4.0A┐╔š{(di©żo)Ż¼╝Ü(x©¼)Ęų┐╔į┌400-40000ų«ķgįO(sh©©)ų├ĪŻį┌▒ŠĒŚ(xi©żng)─┐ųąŻ¼╝Ü(x©¼)ĘųįO(sh©©)ų├×ķ1000Ż¼╝┤PLC░l(f©Ī)╦═1000éĆ(g©©)├}ø_Ż¼ļŖÖC(j©®)ą²▐D(zhu©Żn)ę╗╚”ĪŻ

ė╔ė┌ķ]Łh(hu©ón)Ą─ąĶ꬯¼ąĶę¬╩╣ė├ę╗┐ŅŠÄ┤aŲ„Ż¼▀@└’▀x╚ĪÜW─Ę²łĄ─į÷┴┐ŠÄ┤aŲ„E6B2-CWZ6C 1000P/R 3MŻ¼ŲõĘų▒µ┬╩×ķ1000├}ø_/╚”Ż¼īóŲõų▒Įė░▓čbį┌▓Į▀M(j©¼n)ļŖÖC(j©®)Ą─▌ö│÷▌S╔ŽĪŻ
ŠC╔Ž╦∙╩÷Ż¼─Ū├┤╬ęéā┐╔ęįĄ├ĄĮįō▓Į▀M(j©¼n)┐žųŲŽĄĮy(t©»ng)Ą─ĻP(gu©Īn)ŽĄŻ║PLC░l(f©Ī)╦═ę╗Ū¦éĆ(g©©)├}ø_Ż¼▓Į▀M(j©¼n)ļŖÖC(j©®)ą²▐D(zhu©Żn)ę╗╚”Ż¼ŠÄ┤aŲ„ę▓ą²▐D(zhu©Żn)ę╗╚”ĪŻ
×ķ┴╦Ė³║├Ą─░l(f©Ī)╦═├}ø_Ą─▌ö╚ļųĖ┴ŅŻ¼═©│Ż╩╣ė├ė|├■Ų┴ĪŻė|├■Ų┴▌ö╚ļ├}ø_ųĖ┴ŅŻ¼ĮoĄĮPLCŻ¼PLCį┘░l(f©Ī)╦═Įo▓Į▀M(j©¼n)“ī(q©▒)äė(d©░ng)Ų„Ż¼▓Į▀M(j©¼n)“ī(q©▒)äė(d©░ng)Ų„“ī(q©▒)äė(d©░ng)ļŖÖC(j©®)ĪŻ═Ļ│╔ę╗ŽĄ┴ąĄ─┐žųŲĪŻį┌īŹ(sh©¬)ļHæ¬(y©®ng)ė├Ą─Ģr(sh©¬)║“Ż¼×ķ┴╦▓┘ū„åTĄ─ęūūxČ«ĪóĘĮ▒ŃČ╚┴┐Ż¼═©│Żīó▌ö╚ļĄ─å╬╬╗▐D(zhu©Żn)╗»×ķ║┴├ūĪŻ▒Š░Ė╩╣ė├Ą─╩ŪĮzŚUĮY(ji©”)śŗ(g©░u)Ż¼ī¦(d©Żo)│╠×ķ10mmŻ¼╝┤░l(f©Ī)╦═1000├}ø_Ż¼ļŖÖC(j©®)ęŲäė(d©░ng)10mmĪŻ▒ŠÖC(j©®)ęį═■Š]═©Ą─ė|├■Ų┴MT8051IPū„×ķģóöĄ(sh©┤)▌ö╚ļĮń├µŻ¼«ö(d©Īng)▌ö╚ļķL(zh©Żng)Č╚×ķPĢr(sh©¬)Ż¼ųĖ┴Ņ├}ø_Ą─öĄ(sh©┤)┴┐×ķQ = 100PŻ¼▓Į▀M(j©¼n)ļŖÖC(j©®)▀\(y©┤n)▐D(zhu©Żn)Ģr(sh©¬)ŠÄ┤aŲ„Ą─Ę┤ü├}ø_×ķFŻ¼F(xi©żn)=QĪŻ┐éĄ─ŽĄĮy(t©»ng)ė▓╝■ĘĮ┐“łD╚ńłD1╩ŠŻ║
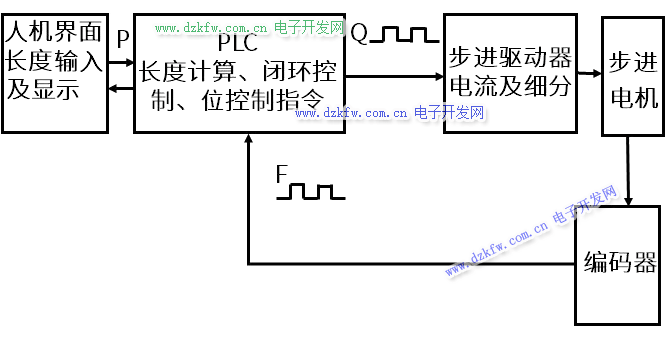
łD1 ŽĄĮy(t©»ng)ė▓╝■ĘĮ┐“łDŲ¼├Ķ╩÷
2.ŽĄĮy(t©»ng)ų„ę¬┐žųŲ╣”─▄
ŽĄĮy(t©»ng)┐žųŲ▄ø╝■╣”─▄░³└©ķL(zh©Żng)Č╚┼cųĖ┴Ņ├}ø_ōQ╦ŃŻ¼╬╗ų├┐žųŲģóöĄ(sh©┤)įO(sh©©)Č©╝░Č©╬╗┐žųŲŻ¼├}ø_Ę┤ü╝░ķ]Łh(hu©ón)┐žųŲŻ¼│¼▓Ņ╠Ä└ĒĄ╚
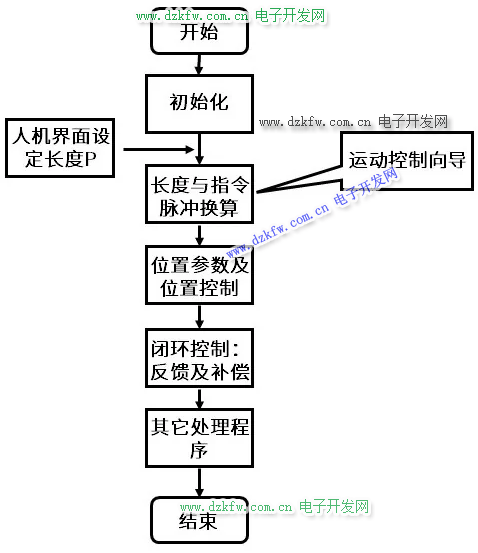
łD2 ŽĄĮy(t©»ng)▄ø╝■┐“łD
-
Ż©ę╗Ż®▀\(y©┤n)äė(d©░ng)┐žųŲŽ“?q©▒)?/STRONG>
×ķ┴╦īóķL(zh©Żng)Č╚å╬╬╗┼c├}ø_ųĖ┴Ņ▀M(j©¼n)ąąōQ╦ŃŻ¼S7-200 SMART ╠ß╣®┴╦ę╗éĆ(g©©)▀\(y©┤n)äė(d©░ng)Ž“?q©▒)¦Ą─╣żŠ▀Ż¼▀@éĆ(g©©)╣żŠ▀┐╔ęį┐ņ╦┘Ą─īó╣ż│╠å╬╬╗▐D(zhu©Żn)╗»│╔▓Į▀M(j©¼n)“ī(q©▒)äė(d©░ng)Ų„ŽÓī”(du©¼)æ¬(y©®ng)Ą─┐žųŲ├}ø_ĪŻ▒Š░Ėųą▓Į▀M(j©¼n)Ą─├}ø_╝Ü(x©¼)Ęų×ķ1000Ż¼ī¦(d©Żo)│╠×ķ10mmŻ¼╦∙ęįį┌▀M(j©¼n)ąą▀\(y©┤n)äė(d©░ng)┐žųŲŽ“?q©▒)¦Ą─Ģr(sh©¬)║“Ż¼įO(sh©©)ų├ĘĮĘ©╚ńłD3╦∙╩ŠŻ║

łD3 ▓Į▀M(j©¼n)£y(c©©)┴┐ŽĄĮy(t©»ng)
-
Ż©Č■Ż®╬╗ų├ųĖ┴ŅģóöĄ(sh©┤)įO(sh©©)Č©
«ö(d©Īng)╩╣ė├▀\(y©┤n)äė(d©░ng)┐žųŲŽ“?q©▒)¦įO(sh©©)ų├═Ļ«ģų«║¾Ż¼Ģ■(hu©¼)ūįÅ─╔·│╔ī”(du©¼)æ¬(y©®ng)Ą─╣”─▄ēKŻ¼į┌▀M(j©¼n)ąąČ©╬╗┐žųŲĄ─Ģr(sh©¬)║“Ż¼š{(di©żo)ė├ŽÓī”(du©¼)æ¬(y©®ng)Ą─╣”─▄ēK╝┤┐╔ĪŻąĶę¬ūóęŌĄ─╩ŪŻ¼╩╣ė├Į^ī”(du©¼)Č©╬╗▀\(y©┤n)äė(d©░ng)Ż¼ąĶꬎ╚▀M(j©¼n)ąą╗ž┴ŃĄ─įO(sh©©)ų├ĪŻį┌▀M(j©¼n)ąąĮ^ī”(du©¼)Č©╬╗Ż¼╩╣ė├Ą─╣”─▄ēK╩ŪAXIS0_GOTOŻ¼į┌▀M(j©¼n)ąą╬╗ų├┐žųŲĄ─Ģr(sh©¬)║“Ż¼įO(sh©©)ų├║├╬╗ų├öĄ(sh©┤)ō■(j©┤)Ż¼ė|░l(f©Ī)V2100.7ät┐╔ęį▀M(j©¼n)ąąČ©╬╗┐žųŲĪŻ
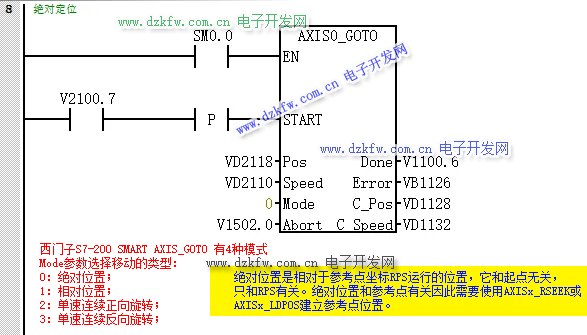
łD4 AXIS0_GOTO╣”─▄ēK
-
Ż©╚²Ż®ŠÄ┤aŲ„ķ]Łh(hu©ón)Ę┤üŽĄĮy(t©»ng)
ī”(du©¼)ė┌ŠÄ┤aŲ„Ą─ķ]Łh(hu©ón)Ę┤üŻ¼┐╔ęį╩╣ė├S7-200 SMARTĄ─Ė▀╦┘ėŗ(j©¼)öĄ(sh©┤)Ų„Ž“?q©▒)¦Ż¼ü?l©ói)═Ļ│╔ŽÓĻP(gu©Īn)ģóöĄ(sh©┤)Ą─įO(sh©©)ų├Ż¼į┌▀M(j©¼n)ąąŽÓĻP(gu©Īn)ģóöĄ(sh©┤)įO(sh©©)ų├Ą─Ģr(sh©¬)║“Ż¼ąĶę¬┤_Č©║├ī”(du©¼)æ¬(y©®ng)Ą─Ė▀╦┘ėŗ(j©¼)öĄ(sh©┤)Ų„Ą──Ż╩ĮĪŻ═©│Żėą╦─ĘNŅÉą═Ą─Ė▀╦┘ėŗ(j©¼)öĄ(sh©┤)Ų„Ż¼ā╚(n©©i)▓┐ĘĮŽ“Ė▀╦┘ėŗ(j©¼)öĄ(sh©┤)Ų„Īó═Ō▓┐ĘĮŽ“Ė▀╦┘ėŗ(j©¼)öĄ(sh©┤)Ų„Īó╝ė£pļpŽÓĖ▀╦┘ėŗ(j©¼)öĄ(sh©┤)Ų„ĪóABš²Į╗Ė▀╦┘ėŗ(j©¼)öĄ(sh©┤)Ų„Ż¼▀@╦─ĘNŅÉą═Ė∙ō■(j©┤)╩ŪʱėąÅ═(f©┤)╬╗╣”─▄ėųėą╦∙▓╗═¼ĪŻ▒Š░Ė╩╣ė├─Ż╩Į1Ż¼Ä¦ėąā╚(n©©i)▓┐ĘĮŽ“┐žųŲĄ─å╬ŽÓį÷/£pėŗ(j©¼)öĄ(sh©┤)Ų„ĪŻ╩╣ė├Å═(f©┤)╬╗▌ö╚ļĪŻ
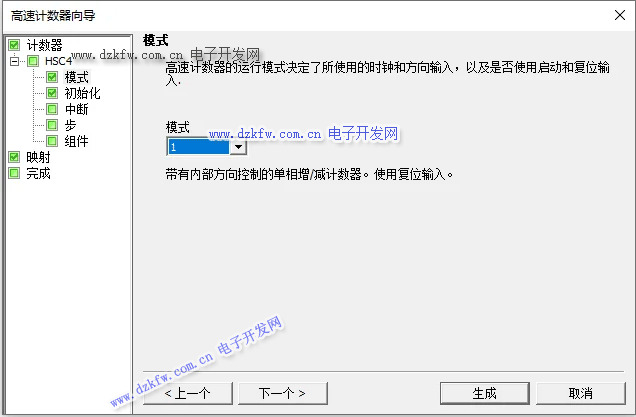
łD5 Ė▀╦┘ėŗ(j©¼)öĄ(sh©┤)Ų„Ž“?q©▒)?/P>
«ö(d©Īng)▀M(j©¼n)ąą▀\(y©┤n)äė(d©░ng)┐žųŲĄ─Ģr(sh©¬)║“Ż¼╩╣ė├Ė▀╦┘ėŗ(j©¼)öĄ(sh©┤)Ų„Ą─ĘĄ╗žųĄ┼cAXIS0_GOTOĄ─«ö(d©Īng)Ū░╬╗ų├ųĄ▀M(j©¼n)ąą▒╚▌^Ż¼«ö(d©Īng)ā╔š▀ŽÓĄ╚Ģr(sh©¬)║“Ż¼ūC├„ø](m©”i)ėąüG▓ĮŻ¼«ö(d©Īng)Ę┤üųĄąĪė┌AXIS0_GOTOĄ─╬╗ų├ųĄŻ¼ät┐╔─▄░l(f©Ī)╔·üG▓ĮĄ─ŪķørŻ¼ąĶę¬▀M(j©¼n)ąąča(b©│)āöŻ¼═©│ŻĢ■(hu©¼)įO(sh©©)ų├ę╗Č©Ą─╚▌▓ŅĘČć·Ż¼«ö(d©Īng)┤¾ė┌╚▌▓ķĄ─Ģr(sh©¬)Ż¼ät▓╗į┘▀M(j©¼n)ąąča(b©│)āöŻ¼ąĶę¬▀M(j©¼n)ąął¾(b©żo)Š»╠Ä└ĒŻ¼Öz▓ķ│¼│÷╚▌▓ŅĄ─įŁę“ĪŻ
3.┐éĮY(ji©”)
▓Į▀M(j©¼n)Ą─ķ]Łh(hu©ón)┐žųŲŽĄĮy(t©»ng)Ż¼ī”(du©¼)ė┌─│ą®Č©╬╗ę¬Ū¾▒╚▌^Ė▀Ą─ł÷(ch©Żng)║ŽŠ▀ėąųžę¬Ą─ū„ė├ĪŻ│²┴╦╩╣ė├ŠÄ┤aŲ„Ę┤üĮM│╔ķ]Łh(hu©ón)┐žųŲų«═ŌŻ¼▀Ćėą┐╔ęį╩╣ė├─ŻöM┴┐Ą╚ĘĮ╩ĮüĒ(l©ói)śŗ(g©░u)Į©▓Į▀M(j©¼n)ķ]Łh(hu©ón)┐žųŲŽĄĮy(t©»ng)ĪŻŠ▀¾wĄ─īŹ(sh©¬)¼F(xi©żn)ĘĮ╩ĮŻ¼┐╔ęįĖ∙ō■(j©┤)╣ż╦ć║═ę¬Ū¾üĒ(l©ói)▀M(j©¼n)ąą▀xō±Ż¼┤╦╠Äų╗╩Ū╠ß╣®┴╦ę╗ĘNæ¬(y©®ng)ė├ĘĮ░ĖŻ¼╣®ģó┐╝ĪŻ
 ĘĄ╗žĒö▓┐
ĘĄ╗žĒö▓┐ ╦óą┬Ēō(y©©)├µ
╦óą┬Ēō(y©©)├µ Ž┬ĄĮĒō(y©©)Ąū
Ž┬ĄĮĒō(y©©)Ąū