
ų▒┴„ļŖäėÖC╩Ū▌ö│÷╗“▌ö╚╦×ķų▒┴„ļŖ─▄Ą─ą²▐DļŖäėÖCŻ¼╩Ū─▄īŹ¼Fų▒┴„ļŖ─▄║═ÖCąĄ─▄╗źōQ║═▐DōQĄ─ļŖäėÖCĪŻų▒┴„ļŖäėÖCĄ─š{╦┘ąį─▄║▄║├Ż¼Ųäė▐DŠž▌^┤¾Ż¼╠žäe╩Ūš{╦┘ąį─▄×ķĮ╗┴„ļŖäėÖC╦∙▓╗╝░ĪŻę“┤╦Ż¼į┌ī”ļŖäėÖCĄ─š{╦┘ąį─▄║═Ųäėąį─▄ę¬Ū¾▌^Ė▀Ą─╔·«aÖCąĄ╔ŽŻ¼┤¾Č╝╩╣ė├ų▒┴„ļŖäėÖC▀Mąą═ŽäėĪŻ
ę╗Īóų▒┴„ļŖäėÖCĄ─╣żū„įŁ└Ē
į┌łD7-41ųąŻ¼NĪóS×ķę╗ī”╣╠Č©Ą─┤┼śOŻ©ę╗░Ń╩ŪļŖ┤┼ĶFŻ¼ę▓┐╔ęį╩Ūė└Š├┤┼ĶFŻ®Ż¼ā╔┤┼ĶFų«ķgčbų°ę╗éĆ┐╔ęį▐DäėĄ─ĶF┘|łAų∙¾wŻ©ļŖśąŻ®Ż¼łAų∙¾wĄ─▒Ē├µ╔Ž╣╠Č©ų°ę╗éĆŠĆ╚”ĪŻ«öŠĆ╚”ųą═©╚ļų▒┴„ļŖ┴„ĢrŻ¼ŠĆ╚”╩▄ĄĮļŖ┤┼┴”Ą─ū„ė├Ż¼╚ńłD7-41 (a)╦∙╩ŠŻ¼▀@ę╗ī”ļŖ┤┼┴”ą╬│╔┴╦ū„ė├ė┌ļŖśąĄ─ę╗éĆļŖ┤┼▐DŠžŻ¼▐DŠžĄ─ĘĮŽ“╩Ū─µĢrßśĘĮŽ“ĪŻ╚¶ļŖśą▐DäėŻ¼ŠĆ╚”▀ģĄ─╬╗ų├╗źōQŻ¼╚ńłD7-41 (b)╦∙╩ŠŻ¼ab▀ģ▐DĄĮŽ┬ĘĮŻ¼Č°ŠĆ╚”ųą═©▀^Ą─▀Ć╩Ūų▒┴„ļŖ┴„Ż¼┤╦Ģr«a╔·Ą─ļŖ┤┼▐DŠžĘĮŽ“ūā×ķĒśĢrßśĘĮŽ“ĪŻę“┤╦Ż¼ļŖśą╩▄ĄĮĄ─╩Ūę╗ĘNĘĮŽ“Į╗ūāĄ─ļŖ┤┼▐DŠžŻ¼▀@ĘNĮ╗ūāĄ─ļŖ┤┼▐DŠžų╗─▄╩╣ļŖśąüĒ╗žōuö[Ż¼Č°▓╗─▄╩╣╦³▀B└m▐DäėĪŻ’@╚╗Ż¼ę¬╩╣ļŖśą╩▄ĄĮę╗éĆĘĮŽ“▓╗ūāĄ─ļŖ┤┼▐DŠžŻ¼ĻPµIį┌ė┌Ż¼«öŠĆ╚”╠Äį┌▓╗═¼śOąįĄ─┤┼śOŽ┬ĢrŻ¼╚ń║╬īó┴„▀^ŠĆ╚”ųąĄ─ļŖ┴„ĘĮŽ“╝░ĢrĄž╝ėęį▐DōQĪŻ×ķ┤╦Ż¼▒žĒÜ╠Ē╝ėę╗éĆōQŽ“Ų„Ż¼ōQŽ“Ų„ė╔╗źŽÓĮ^ŠēĄ─Ń~┘|ōQŽ“Ų¼śŗ│╔Ż¼čbį┌ļŖäėÖC▌S╔ŽŻ¼ę▓║═ļŖśąĮ^ŠēŻ¼Ūę║═ļŖśąę╗Ųą²▐DĪŻŠĆ╚”▀ģa║═ŠĆ╚”▀ģdĘųäeĮėį┌ōQŽ“Ų„Ą─ā╔éĆōQŽ“Ų¼╔ŽŻ¼ōQŽ“Ų„ėų┼cā╔éĆ╣╠Č©▓╗äėĄ─╩»─½ųŲ│╔Ą─ļŖ╦óAĪóBŽÓĮėė|ĪŻ░▓čbōQŽ“Ų¼║¾Ż¼╚¶īóų▒┴„ļŖē║╝ėė┌ļŖ╦óČ╦Ż¼ų▒┴„ļŖ┴„ĮøļŖ╦ó┴„▀^ļŖśą╔ŽĄ─ŠĆ╚”Ż¼«a╔·ļŖ┤┼▐DŠžŻ¼ļŖśąį┌ļŖ┤┼▐DŠžĄ─ū„ė├Ž┬Š═ą²▐DŲüĒĪŻļŖśąę╗Įø▐DäėŻ¼ė╔ė┌ōQŽ“Ų„┼õ║ŽļŖśąī”ļŖ┴„Ą─ōQŽ“ū„ė├Ż¼ų▒┴„ļŖ┴„Į╗╠µĄžė╔ŠĆ╚”▀ģab║═cd┴„╚ļŻ¼╩╣ŠĆ╚”▀ģų╗ę¬╠Äė┌NśOų«Ž┬Ż¼Ųõųą═©▀^ļŖ┴„Ą─ĘĮŽ“┐é╩Ūė╔ļŖ╦óA┴„╚ļĄ─ĘĮŽ“Ż¼Č°į┌SśOŽ┬ĢrŻ¼┐é╩Ūė╔ļŖ╦óB┴„│÷Ą─ĘĮŽ“ĪŻė╔┤╦▒ŻūC┴╦├┐éĆ┤┼śOŽ┬ŠĆ╚”▀ģųąĄ─ļŖ┴„╩╝ĮK╩Ūę╗éĆĘĮŽ“Ż¼Š═┐╔ęį╩╣ļŖäėÖC▀B└mĄžą²▐DĪŻ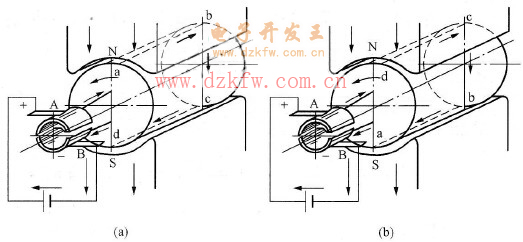
łD7-41 ų▒┴„ļŖäėÖCĄ─╣żū„įŁ└Ē╩ŠęŌłD
(a)ŠĆ╚”╩▄ĄĮļŖ┤┼┴”ū„ė├Ż╗(b)ŠĆ╚”▐Däė
ų▒┴„ļŖäėÖC░┤ŅÉą═ų„ę¬Ęų×ķų▒┴„ėą╦óļŖäėÖC║═ų▒┴„¤o╦óļŖäėÖCŻ¼ų▒┴„ļŖäėÖCĄ─š{╦┘Ęų×ķļŖśą┐žųŲĘ©║═äŅ┤┼┐žųŲĘ©ĪŻŽÓī”ė┌äŅ┤┼┐žųŲĘ©Ż¼ļŖśą┐žųŲĘ©Š▀ėąåóäėŲĮĘĆĪó─▄┴┐ōp║─ąĪĪóą¦┬╩Ė▀║═─▄į┌┤¾ĘČć·ā╚īŹ¼F¤o╝ēš{╦┘Ą╚ā׳cŻ¼ę“┤╦¼Fį┌┤¾▓┐Ęųł÷║ŽČ╝▓╔ė├š{╣ØļŖśąļŖē║Ą─ĘĮĘ©üĒīŹ¼Fų▒┴„ļŖäėÖCĄ─š{╦┘ĪŻ
Č■Īóų▒┴„ļŖäėÖC╦┘Č╚┐žųŲŽĄĮyė▓╝■įOėŗ
1Ż«▌ö╚ļ/▌ö│÷ą┼╠¢Ęų╬÷
ų▒┴„ļŖäėÖC╦┘Č╚┐žųŲŽĄĮyĄ─▌ö╚ļą┼╠¢ėąŻ║┐žųŲų▒┴„ļŖäėÖCåóäė║══Żų╣Ą─░┤ŌoĖ„1éĆŻ¼╣▓2┬Ę▌ö╚ļą┼╠¢Ż¼ąĶ2éĆ▌ö╚ļČ╦ūėĪŻ
▌ö│÷ą┼╠¢Ż║┐žųŲų▒┴„ļŖäėÖC▀\ąą╦┘Č╚Ą─PWMųĄŻ¼ąĶ1éĆ▌ö│÷Č╦ūėĪŻ
2Ż«PLCĄ─▌ö╚ļ/▌ö│÷Ęų┼õ▒Ē
Ė∙ō■PLCĄ─▌ö╚ļ/▌ö│÷ą┼╠¢Ęų╬÷ŪķørŻ¼┐╔ęįī”PLCų„ÖCĄ─▌ö╚ļ/▌ö│÷³cöĄ▀MąąĘų┼õŻ¼ĮY╣¹╚ń▒Ē7-9╦∙╩ŠĪŻ
▒Ē7-9 ų▒┴„ļŖäėÖC╦┘Č╚┐žųŲŽĄĮy▌ö╚ļ/▌ö│÷Ęų┼õ▒Ē ą“╠¢ ĄžųĘ ├¹ĘQ ╣”─▄šf├„ 2┬ĘöĄūų▌ö╚ļą┼╠¢ 1 I0.0 åóäė░┤Ōo ┐žųŲų▒┴„ļŖäėÖCĄ─åóäė 2 I0.1 ═Żų╣░┤Ōo ┐žųŲų▒┴„ļŖäėÖCĄ─═Żų╣ 1┬ĘöĄūų▌ö│÷ą┼╠¢ 1 Q0.0 ų▒┴„ļŖäėÖC PWM▌ö│÷
3Ż«PLC▀xą═
Ė∙ō■▒Ē7-9╦∙╩ŠĄ─PLCų„ÖCĄ─▌ö╚ļ/▌ö│÷Ęų┼õ▒ĒŻ¼ģó┐┤Ą┌2š┬▒Ē2-1Ż¼▒ŠīŹ└²ųą┐╔ęį▀xō±S7 - 200ŽĄ┴ąPLCųąĄ─CPU221ū„×ķ┐žųŲų„ÖCĪŻ
4Ż«ė▓╝■▀BĮėłD
Ė∙ō■▌ö╚ļ/▌ö│÷Ęų┼õ▒ĒŻ¼┐╔ęį«ŗ│÷╚ńłD7 - 42╦∙╩ŠĄ─PLCų„ÖCĄ─ė▓╝■ĮėŠĆłDĪŻ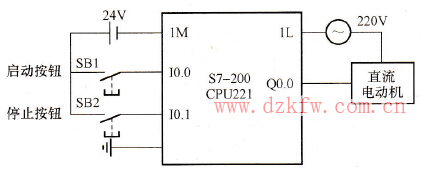
łD7-42 ų▒┴„ļŖäėÖC╦┘Č╚┐žųŲŽĄĮyPLCų„ÖCĄ─ė▓╝■ŃĢĮėŠĆłD
╚²Īóų▒┴„ļŖäėÖC╦┘Č╚┐žųŲŽĄĮy▄ø╝■įOėŗ
▒ŠīŹ└²ųąŻ¼ų▒┴„ļŖäėÖCĄ─įö╝Ü╣żū„▀^│╠┐╔├Ķ╩÷╚ńŽ┬Ż║░┤Ž┬åóäė░┤ŌoŻ¼ļŖäėÖCķ_╩╝▀\▐DŻ╗ļŖäėÖC╩ūŽ╚ęį┬²╦┘▀\▐D40sŻ¼Ģ║═Ż4s║¾ęįųą╦┘▀\▐D50sŻ¼į┘┤╬Ģ║═Ż5s║¾ęįĖ▀╦┘▀\▐D60sŻ¼Ė▀╦┘▀\▐D60s║¾ķ_╩╝ūįė╔═Ż▄ćŻ¼ų▒ų┴═Żų╣▀\▐DĪŻ╚¶į┌╣żū„▀^│╠ųąŻ¼░┤Ž┬═Żų╣░┤ŌoŻ¼ų▒┴„ļŖäėÖCŠ═Ģ■═Żų╣╣żū„ĪŻ
Ė∙ō■ī”ų▒┴„ļŖäėÖC╣żū„▀^│╠Ą─├Ķ╩÷Ż¼┐╔ęįįOėŗ│÷ų▒┴„ļŖäėÖC╦┘Č╚┐žųŲŽĄĮyĄ─│╠ą“┴„│╠łDŻ¼╚ńłD7-43╦∙╩ŠĪŻ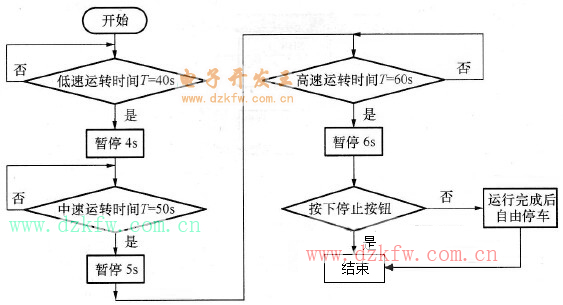
łD7-43 ų▒┴„ļŖäėÖC╦┘Č╚┐žųŲŽĄĮyĄ─│╠ą“┴„│╠łD
Ė∙ō■ŽĄĮyĄ─╣”─▄ę¬Ū¾Ż¼┐╔ų¬æ¬▓╔ė├Ė▀╦┘├}ø_▌ö│÷ųĖ┴ŅPLSüĒ┐žųŲ├}ø_▌ö│÷Ż¼▌ö│÷┐┌Q0.0┐žųŲ╬╗SMB67įOų├×ķ16:#D8(2#11011000)Ż¼į╩įS▌ö│÷Ż¼▓╔ė├PWM─Ż╩ĮŻ¼PWM═¼▓ĮĖ³ą┬Ż¼Ģrķgå╬╬╗×ķmsŻ¼▓╗į╩įSĖ³ą┬PWM├}ø_Ą─ų▄Ų┌ųĄ║═├}ø_īÆČ╚ĪŻį┌Ą═╦┘ļAČ╬Ż¼▌ö│÷Ą─PWM├}ø_Ż¼ų▄Ų┌×ķ100msŻ¼├}īÆ×ķ30ms;į┌ųą╦┘ļAČ╬Ż¼▌ö│÷Ą─PWM├}ø_Ż¼ų▄Ų┌×ķ100msŻ¼├}īÆ×ķ50msŻ╗į┌Ė▀╦┘ļAČ╬Ż¼▌ö│÷Ą─PWM├}ø_Ż¼ų▄Ų┌×ķ100msŻ¼├}īÆ×ķ80msĪŻų▒┴„ļŖäėÖC╦┘Č╚┐žųŲŽĄĮyĄ─PLC╠▌ą╬łDęį╝░šZŠõ▒Ē╚ńłD7-44╦∙╩ŠĪŻ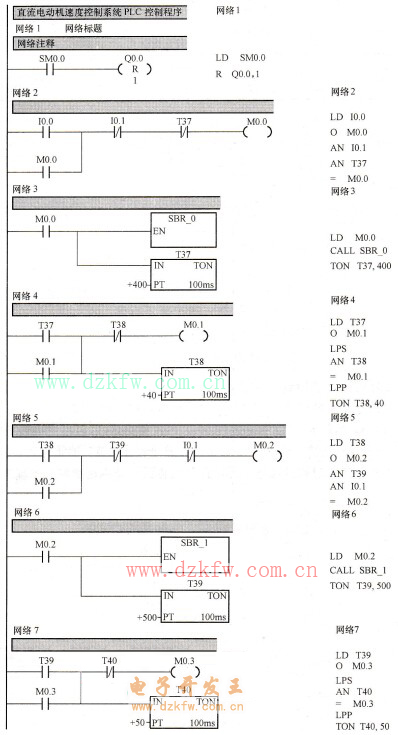
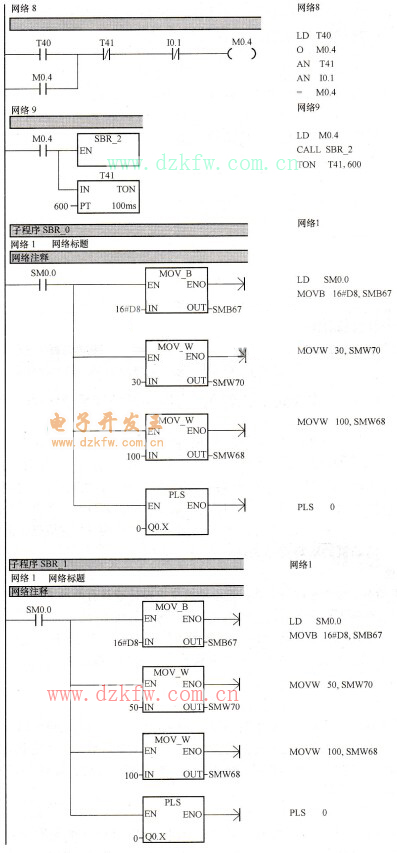
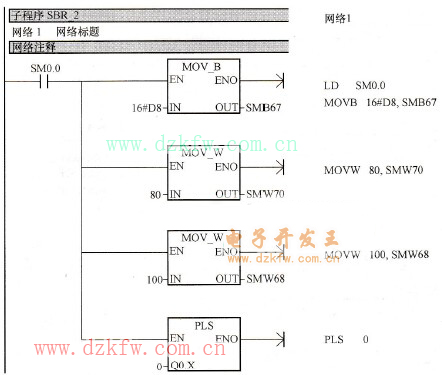
łD7-44 ų▒┴„ļŖäėÖC╦┘Č╚┐žųŲŽĄĮyĄ─PLC╠▌ą╬łD║═šZŠõ▒Ē
 ĘĄ╗žĒö▓┐
ĘĄ╗žĒö▓┐ ╦óą┬Ēō├µ
╦óą┬Ēō├µ Ž┬ĄĮĒōĄū
Ž┬ĄĮĒōĄū